高精度·自动·批量·快速三维测量
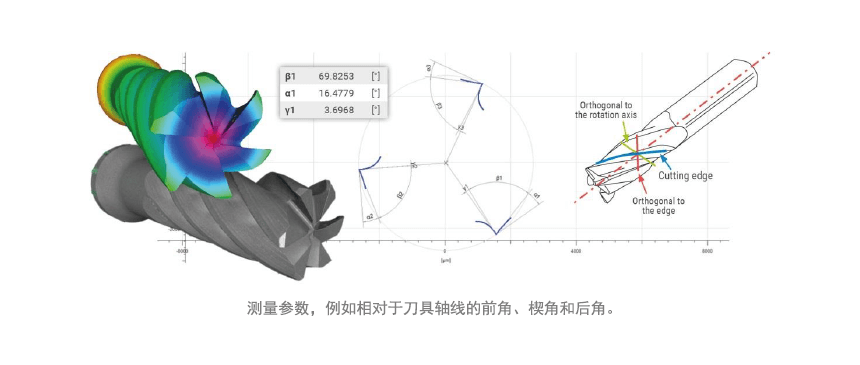
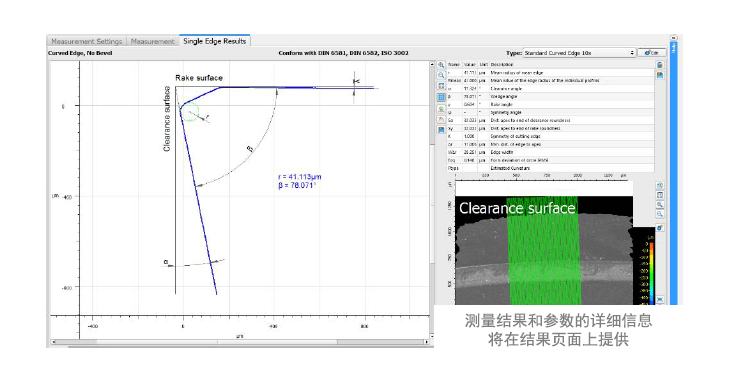
结合高级真实三维旋转台,用户可以测量其他重要参数,例如相对于刀具轴线的前角、楔角和后角。
除了结果表之外,用户还可以得到测量的旋转类刀具的可视化图形,更准确地说是轮廓,其中包括测量的参数。
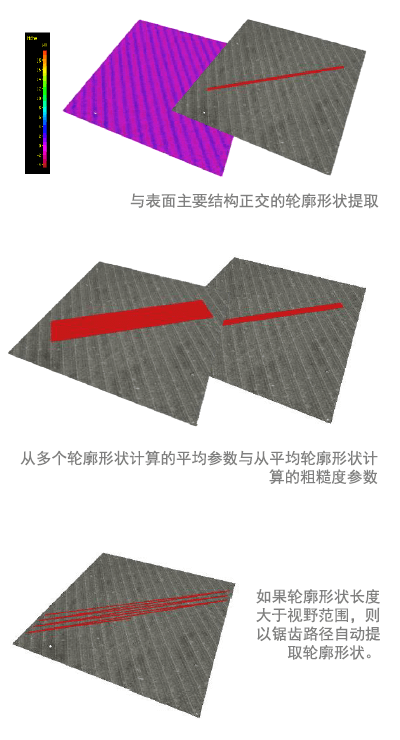
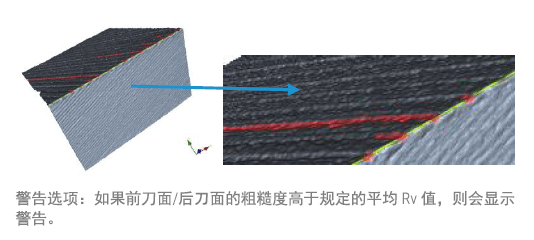
刀具粗糙度可以测刀具的前刀面和后刀面以及排屑槽的线粗糙度和面粗糙度。典型的可测量数包括Ra、Rq、RZ、Sa、Sq、Sz.
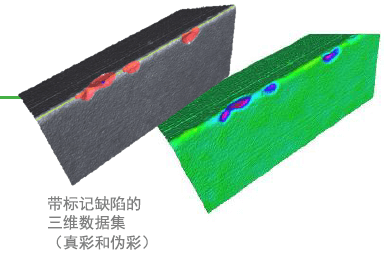
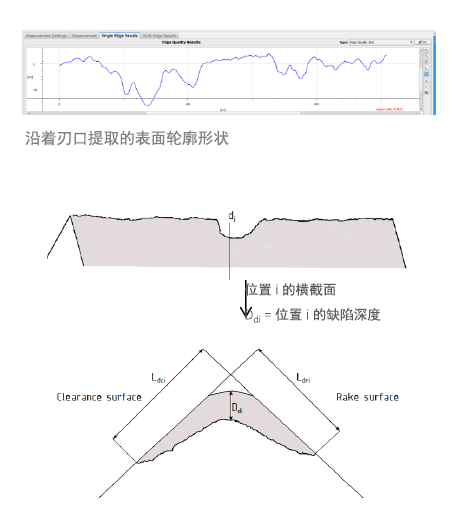
刃口质量提供全自动崩刃测量:深度、长度和体积,用于刃口质量验证。
通常在平均轮廓形状的整个测量过程中验证刃口。刃口测量包还在测量区域内提供多达100个刃口轮廓形状的测量。以实现对所选测量区域的详细分析。用户很容易检测刃口的方差,以深入分析其同质性。
测量作为“一键式”解决方案完全自动执行。用户只需从精选的预定义刃口类型中或使用条形码读取器选择基准类型。管理员只需定义参数设置一次。
所有测量值都会自动保存,并可以导入Microsoft Excel进行统计评估。可以为每次测量生成和打印详细报告。所有测量值都会在数据库中存档,以确保质量。
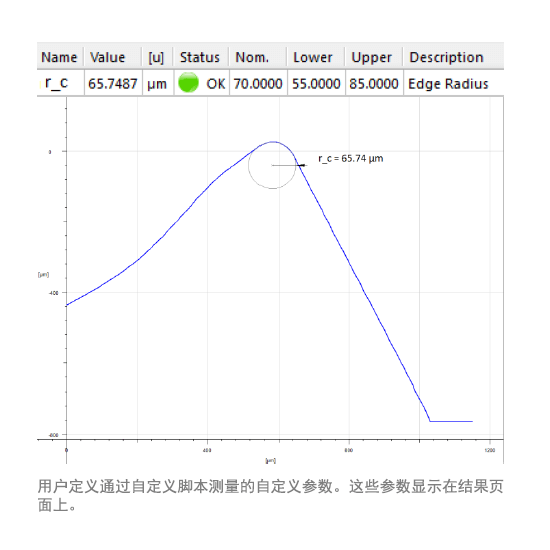
刃口测量包可单独适应用户的需求:借助自定义脚本,可以快速轻松地实施新的测量参数,以满足新的要求,或者可以定义自定义例程。此外,图形用户界面可以适应客户的需求,并且可以指定客户特有的参数名称。
远程接口可经由NET接口将刃口测量序列自动化。有了这个接口,就可以利用外部机器人或另一个外多载物台来控制系统。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *