高精度·自动·批量·快速三维测量
现代铸造生产需要使用砂芯,而环保意识的日益增长以及更严格的法规为无机、无排放粘合剂系统的开发提供基础,系统中砂芯需要加热干燥和固化。在热芯盒法中,热量在芯盒中产生并传递到砂粘合剂混合物中。然而,热芯盒法表现出两个主要的技术缺点。
第一个缺点是石英砂的导热率非常低,约为 1 W/(m·K)。由于由外向内传热,该过程非常耗时,可能导致截面硬度过高并因此产生质量问题。出于这个原因,应用高达 523.15 K 或更高的芯盒温度来加速热传递。热芯盒法的第二个缺点是砂芯干燥本身不能直接测量和实时数字化。相反,它只能通过记录外围参数来被动测量。
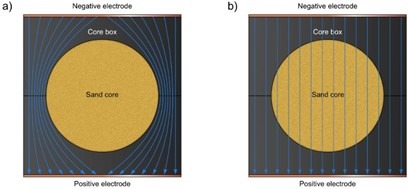
新的专利先进砂芯解决方案(ACS)工艺旨在实现节省时间和节约能源的砂芯干燥和固化。ACS 工艺具有所有无机粘结剂体系的共同特性:以水为基础能够导电。关键因素是开发导电芯盒材料,其导电性可调整到砂-粘结剂混合物的导电性。当施加电压时,电流均匀地流过芯盒和砂粘合剂混合物,如图 1 所示。
更准确地说,电流通过砂粒之间的导电粘结剂时由于其固有的电阻,砂芯均匀加热而不形成加热不均产生的高硬度截面。这是基于焦耳第一定律的欧姆加热。在串联过程中,导电芯盒通过这一定律加热,能加速干燥过程。这是另一个重要的优势,因为对于ACS工艺,不再需要芯盒内复杂的加热设备,从而简化了芯盒的构造。
借助这一新工艺,热量首次直接作用在砂芯中。由于必要的热量通过均匀分布的粘合剂产生并传递到相邻的砂中,石英砂的低导热率不再是限制工艺因素。此外,电气参数首次能够进行全面的实时监控,并记录干燥全过程。使用 FLOW-3D,可以模拟 ACS 过程,量化过程的收益,满足工业应用的重要标准。
该实验模型基于 Starobin 等人的工作,但使用FLOW-3D 中的机电模型对其进行了扩展。以下研究集中于不考虑吹扫(purging)的单流体模拟。
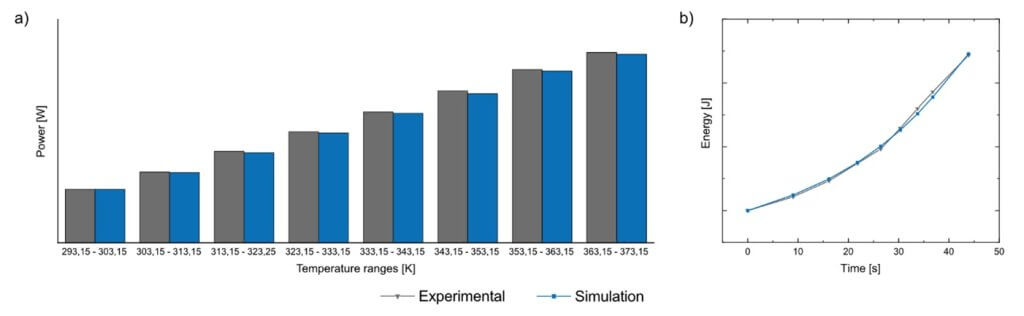
第一步,使用无机砂粘合剂混合物对模拟模型进行实验研究和验证,以研究加热和温度相关的导电率。测量了达到 373.15 K 所需的时间以及输入砂芯的功率和能量。根据实验分析结果,建立了一个基本的仿真模型。出于谨慎考虑,基本结果仅以定性方式呈现。结果如图 2 所示,表明测量值与模拟值高度一致。
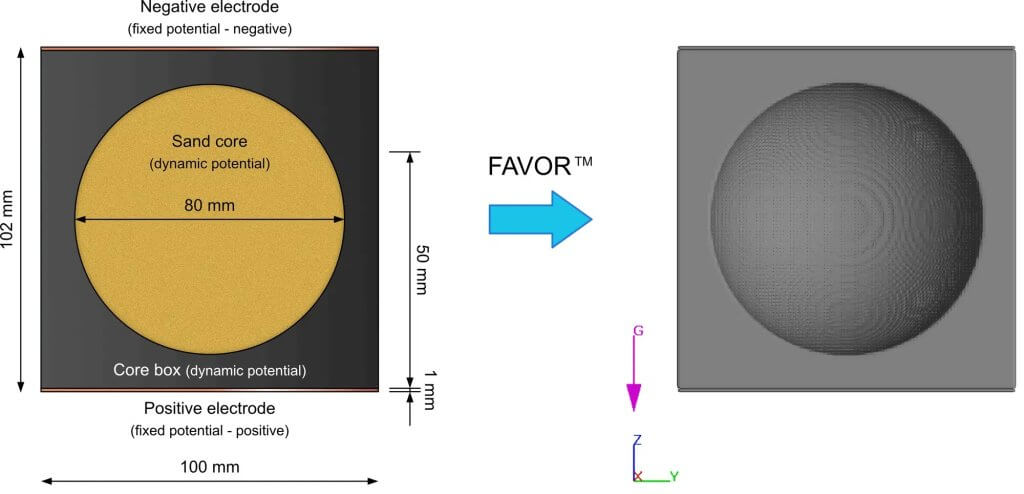
基于验证的结果,ACS 工艺和模拟使用简单的大容量几何图形显示,与热芯盒法相比,它说明了 ACS 先进工艺开发的基本原理和巨大潜力。几何对齐可以从图 3 中得到。
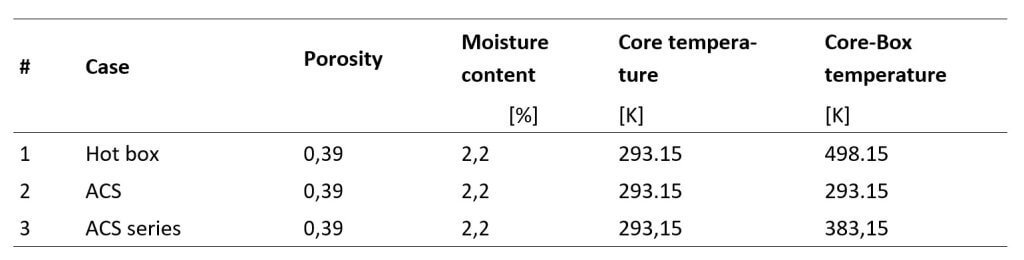
模拟了三种情况:(1)热芯盒法过程;(2) 使用冷工具 (293.15 K) 的 ACS 冷启动过程;(3) 考虑到焦耳效应导致的工具加热的 ACS 系列过程。所有三维模型均以 1 mm 的单元尺寸离散化。表 1 总结了计算方案的最重要细节。
图 4 显示了热芯盒法的温度和水分变化,清楚地显示出由外而内的热传递和相应的水分减少过程。
模拟进行了 120 秒,模拟结束时砂芯中心仍存在水分;在实践中,循环时间的设定提前终止了干燥过程,此时砂芯由于不均匀的加热形成了壳,砂芯中心残留水分。
演示的模型显示了 FLOW-3D 具有准确模拟砂芯干燥过程的能力,以及与传统热芯盒法相比,新工艺在芯干燥和固化方面效果更出色。即使新的模拟设置仍处于开发阶段并需要更多的真实案例实验,它与迄今为止的实验测量结果非常吻合。
尽管仍有待采取的步骤,但可以说,使用 FLOW-3D 模拟 ACS 过程的能力标志着建立基于欧姆加热的砂芯干燥过程的一个重要里程碑,并展示了该过程对无机砂芯的制造。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *