增材制造的产业化仍在继续。 以前,增材制造主要用于小规模的原型设计,而如今,许多行业越来越多地使用增材技术来优化工艺和配置产品。 使用 3D 打印高效生产注塑模具以及在压铸中使用增材制造通常涉及具有复杂几何形状的组件。 GOM 的非刚性 3D 测量系统保证了质量控制中的过程可靠性——从材料验证到 3D 扫描和使用综合 GOM 检测软件进行的最终评估。
高效的过程控制
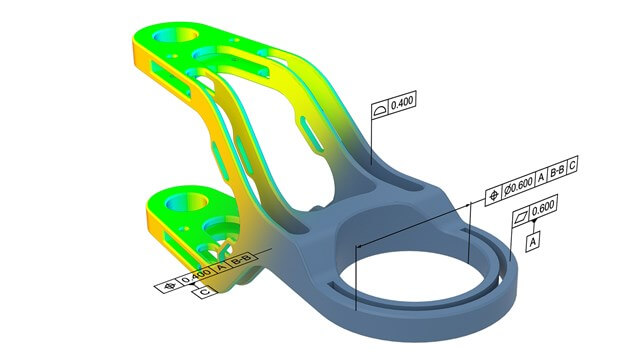
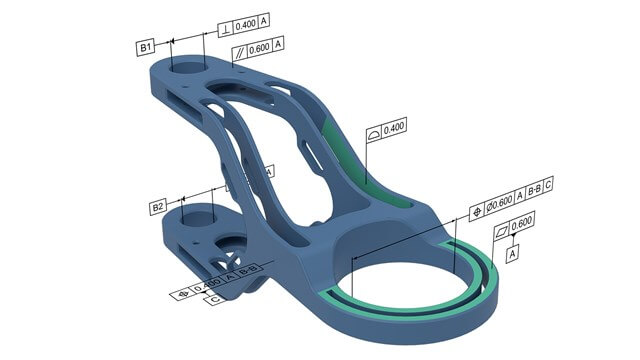
借助 ATOS 3D 三坐标测量系统,您可以在整个过程中分析增材制造中的不确定性和问题区域。 ATOS 传感器在各个工艺步骤之间进行几何分析,以快速识别尺寸偏差发生的时间和地点。
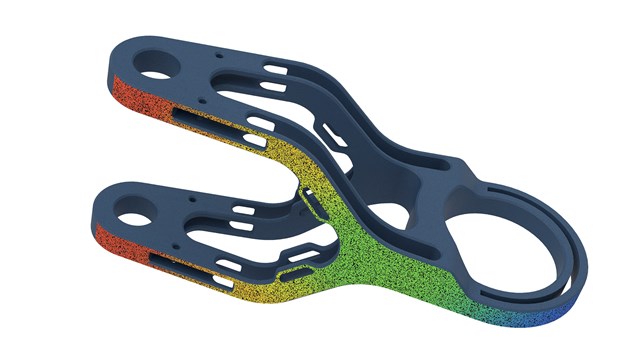
在 ARAMIS 系统的帮助下,用户可以在整个 3D 表面上动态识别负载测试中零件表面的应变和位移。测量结果可以在相关的评估软件中进行分析,也可以直接与仿真结果进行比较。为此,用户将 FEM 仿真导入评估软件,并将其与全场测量 1:1 对齐。在很短的时间内,该软件提供了一个全视场的视觉比较,它显示了真实测试结果在哪些点与整个表面区域的模拟存在偏差。