高精度·自动·批量·快速三维测量
创立于 1903 年的 Hydro Aluminum, 是全世界最大的高纯铝生产公司,也是全世界第三大的综合铝制品生产公司,公司总人数达三万六千人,在全世界四十个国家均设有据点。本文应用 FLOW-3D ,讨论在重力铸造过程中,进料区域的卷气形成原因。
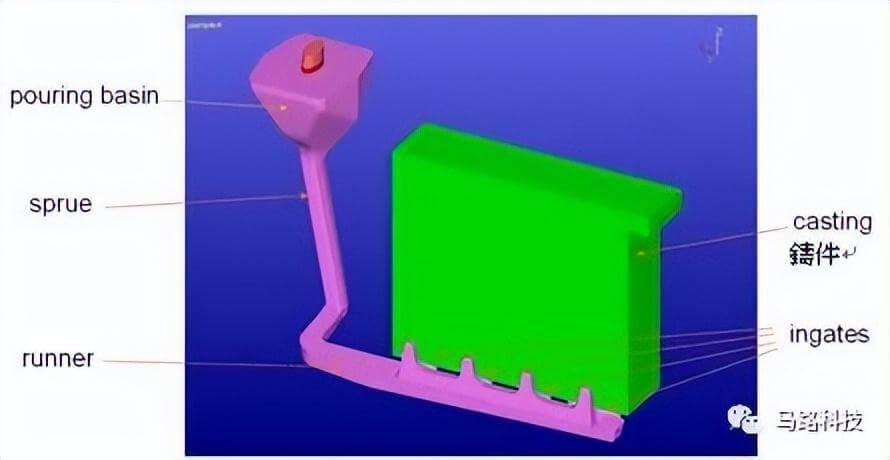
进料系统有两种常见的设计,设计A以及设计B
现有问题描述:无论是设计 A or 设计 B ,在浇口位置都会发生气孔
铸件发生缩孔的原因
上述四种缩孔的解决方法检讨
1.如果流道以及内浇口的位置压力比大气压力大 à 不可能从分模线吸入气体2. 如果内浇口位置的流速相同 à 在每个内浇口位置应该会均匀的产生气泡
浇口区域的流动速度分布
影响卷入气体的原因探讨 -2
浇浇口设计 A , 气泡尺寸 0.5mm, 完全耦合
FLOW-3D CAST协助铸造工程师调查铸件内部缩孔形成过程和合金偏析的机理。通过详细的热电偶温度数据分析,确定模具是否需要增加或删除冷却系统,确定是否需要改变金属浇注温度,以保证生产出无缩孔、无缩松、无热应力集中、低变形量和成分均匀的合格铸件。
联络我们 – 德国GOM|ATOS三维扫描仪|3D扫描仪|蔡司工业CT-马路科技
马路科技作为FLOW-3D中国公司授权总经销商,我们会提供了各种学习途径,比如定期的培训计划、线上/线下的研讨会和相关的铸造展览会,为用户以及想了解和学习的人们提供专业的持续教育。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *