高精度·自动·批量·快速三维测量
在凌晨,员工涌入罗马尼亚布拉索夫市郊区的舍弗勒工厂。该公司位于风景如画的喀尔巴阡山下,45万平方米的场地内设有六个生产大厅。舍弗勒公司为机床和汽车行业生产线性部件,以及为不同工业应用提供大型轴承。产品组合范围从内径为12毫米的微型滚子轴承到公司尺寸较大的直径超过4米的轴承。作为世界头部轴承制造商和行业开发合作伙伴之一,舍弗勒公司生产风力涡轮机轴承已有几十年的历史,为每台风力涡轮机提供高质量的轴承解决方案以确保动力传递的安全。
尽管部件尺寸和复杂程度不同,但所有尺寸均使用蔡司坐标测量机进行检测。
“这些设备为我们所有产品提供微米级的几何尺寸测量,给予我们值得信赖的结果。ZEISS CALYPSO通用软件确保对不同设备进行标准化控制,使我们的工作变得更容易,”罗马尼亚工厂质量经理Marius- Nicolae Pricop说。
对他来说,有效的方法和高精度一样重要。“蔡司设备可以完全应对我们产品的更高要求以及更窄的公差要求降低测量不确定度以提供可靠的结果,”Pricop说道。由于操作员可能会对测量结果产生重大影响,因此现在现场尽可能使用自动化解决方案。“通过这种方式,我们避免因零件不符合所需质量标准和达不到客户满意而导致的财务风险。”
舍弗勒罗马尼亚公司质量保证经理Marius-Nicolae Pricop和工厂经理Sorin Poteras从未忽视质量要求。
“在舍弗勒,质量是最重要的,”工厂经理Sorin Poteras说。他提到了不同行业的可持续发展如何促使更严格的要求。“风电行业开始腾飞。技术解决方案越好,行业形象就越好。”Poteras总结说,“我们的客户知道他们可以信任我们,因为我们为质量保证流程提供完整的文档。”舍弗勒罗马尼亚公司为世界各地,特别是欧洲和亚洲的风电场提供轴承。滚子轴承包括外圈和内圈以及保持架和滚子。
这些产品在罗马尼亚工厂生产、检验和组装。由于直径超过4米,重达10吨,所以制造和测试这些零件将是一个真正的挑战。圆度和波纹度公差必须精确到微米。由于风力涡轮机必须承受强大的物理作用力,因此超出公差可能会造成灾难性后果:轴承可能会很快磨损,从而使整个风力涡轮机停止运转。
因此,舍弗勒罗马尼亚公司必须获得先进的三维测量技术,以便公司能够比传统方法更精确地测量大型零件,于是最终决定使用蔡司的坐标测量机。
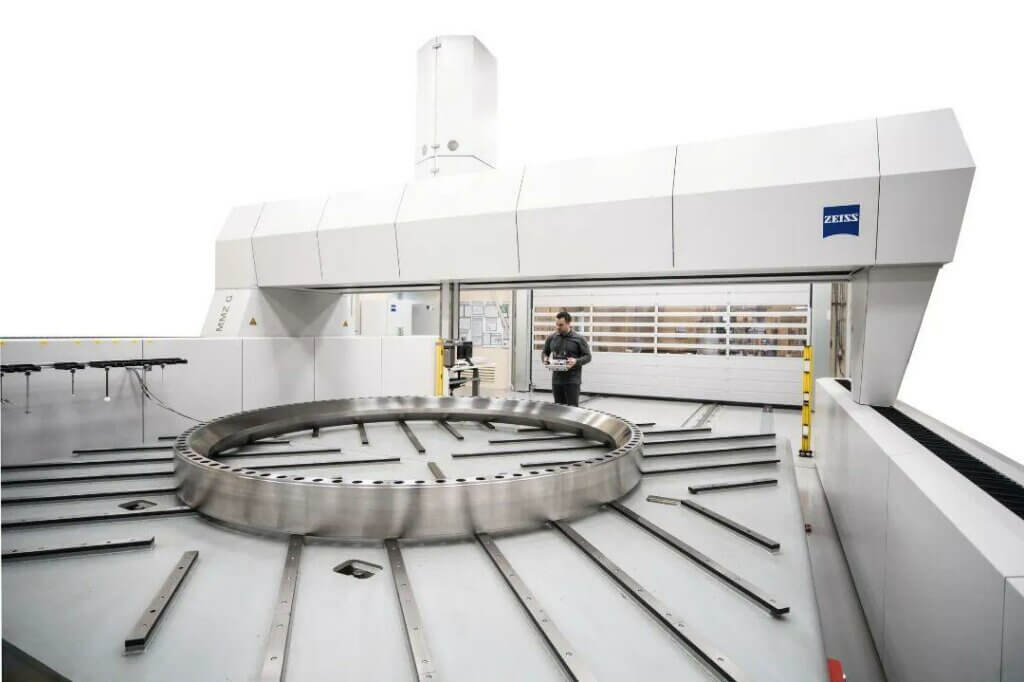
舍弗勒罗马尼亚公司的工厂经理Sorin Poteras和质量保证经理 Marius-Nicolae Pricop很自豪在玻璃测量实验室配备了公司的测量机队伍中的皇冠宝石:蔡司MMZ G坐标测量机。
经过全面规划、标准测试和与蔡司协商后,舍弗勒罗马尼亚公司决定购买ZEISS 三维测量设备,其测量空间为5x6x1.2m,为了防止制造环境中的振动影响测量结果,舍弗勒公司将坐标测量机放置在具有自动调平的空气弹簧阻尼隔振系统的地基上。
为了挖掘一个3米深的区域,舍弗勒公司拆除了一块80平方米的地面。Pricop说:“这为测量总计10吨重的零件创造了理想的条件。”
玻璃测量实验室中的坐标测量机对参观工厂的人来说是一个亮点。Pricop说:“一旦看到这台巨大的机器,参观者就无法抽身离开—这真是令人印象深刻。”不仅仅参观者如此。Pricop报告说:“三名轮班操作ZEISS MMZ G的员工非常自豪能使用我们最大的设备。”
大型轴承环直接从生产线带到坐标测量机上。为了节省时间和定位部件而不损坏它们,舍弗勒和蔡司与系统合作伙伴一起开发了一个特殊的装载系统。5x5m托盘沿着光滑的支撑轴承以星形形状排列,并沿轨道移动。通过这种方式,可以运输与测量较小和较大的零件。
当托盘从一个点移动到另一个点时,需要保持稳定的基座,防止沉重的轴承环下垂。生产线工人用吊车装载托盘。然后托盘自动移动到测量实验室。在这里,计量人员接手。检查完零件后,将其移到测量实验室的另一侧,并向前移动到装配和包装区域。
当然,部件只有在满足所有质量要求的情况下才发运给客户。“ZEISS CALYPSO记录的结果非常精确并可追溯,”质量保证部门负责人说。优化的测量过程意味着从一开始就防止出现问题。
专门为舍弗勒罗马尼亚公司开发的装载系统使运输与测量小零件和超大零件成为可能。
“得益于记录的测量结果,在生产过程的早期就可以更容易地改进工艺,识别和纠正缺陷,”Pricop说。“我们保存独特的测量点,以便我们可以重复使用它们,并根据需要进一步改进我们的制造工艺。”
在生产设施的入口区域悬挂着众多奖项和证书,舍弗勒罗马尼亚公司在质量方面是无可置疑的。Pricop和他的同事特别自豪从西门子这样的客户那里获得奖项: “他们有特别严格的质量标准。来自这些公司的奖项证实,出色的质量是我们客户的头等大事。”
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *