

陶活字简介
活字,指通常用泥质、木质或金属制作的长方块,上面有凸起的字母,着墨后印出字来,用于排版印刷的反文单字。
陶活字,即用胶泥制成活字,然后烧结而成。
古代陶活字的制作方法
古代制作陶活字主要方法大概有三种:
1、北宋毕昇发明的陶活字(毕氏制法),制成泥坯后干燥到软硬适宜后刻字而成的反体阳文。
2、清康熙年间吕抚的陶活字制法(吕氏制法),在别人雕刻好的阳文反字印板上压制出阴文正体泥字母,然后以泥字母为母范制字。
3、清道光年间安徽泾县翟金生制作陶活字(翟氏制法),先制阴文正体字模,再用泥坯以阴文正体字为模制成阳文反体活字,最后烧结而成。
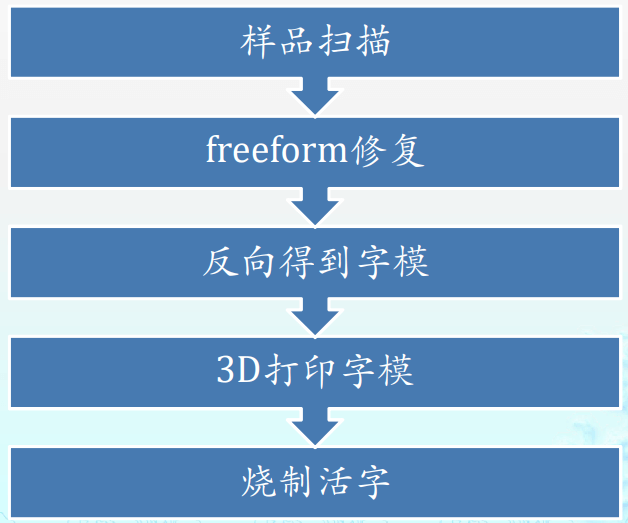
技术导向
本次实验的陶活字样品为方晓阳教授从泾县收集而来,系翟氏制法。故本次实验的技术路线参照其制法:
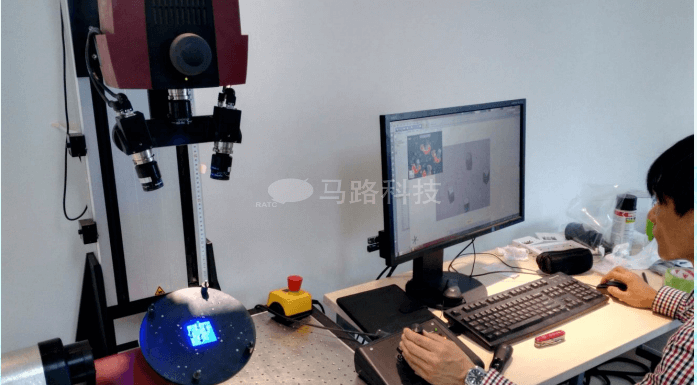
陶活字样品三维扫描

工程师对原活字样品扫描以获得原始数据
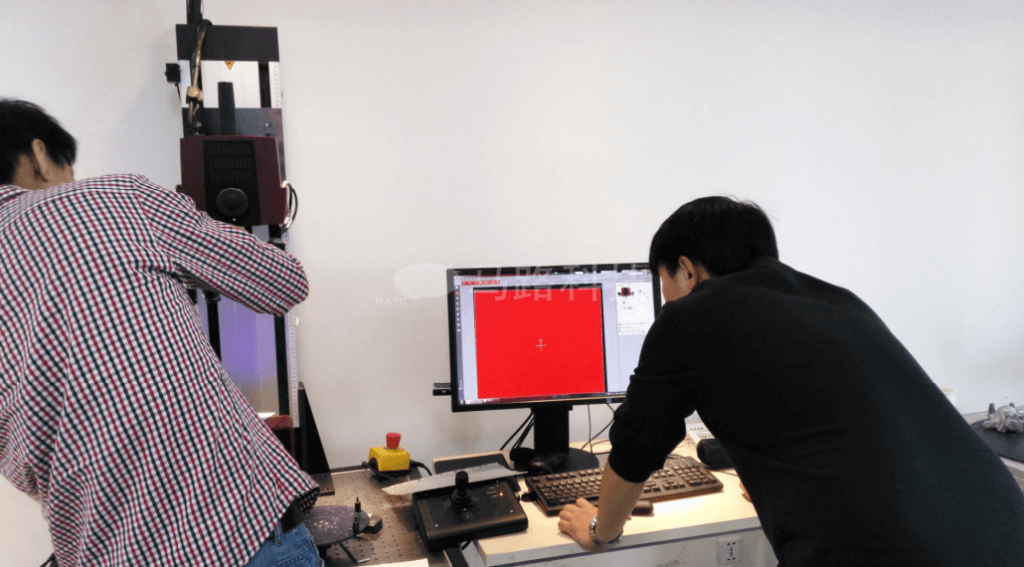
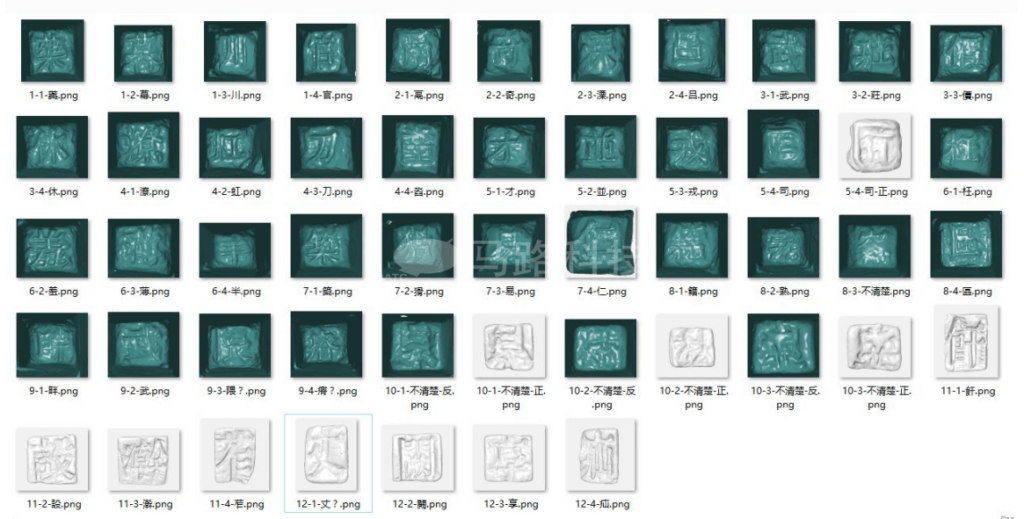
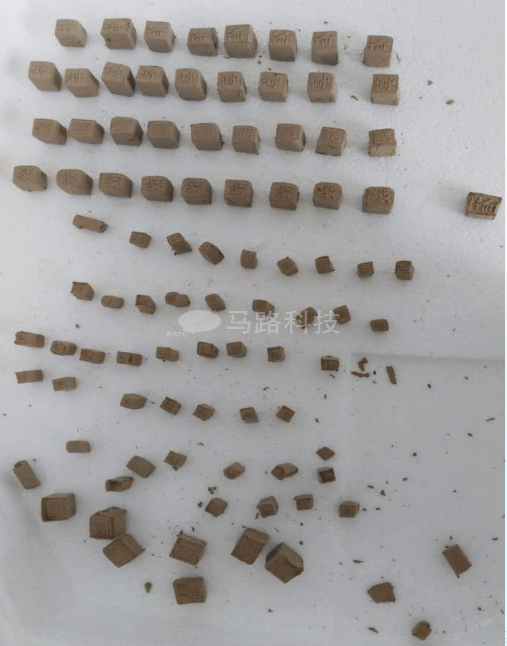
原始字模和活字三维扫描数据
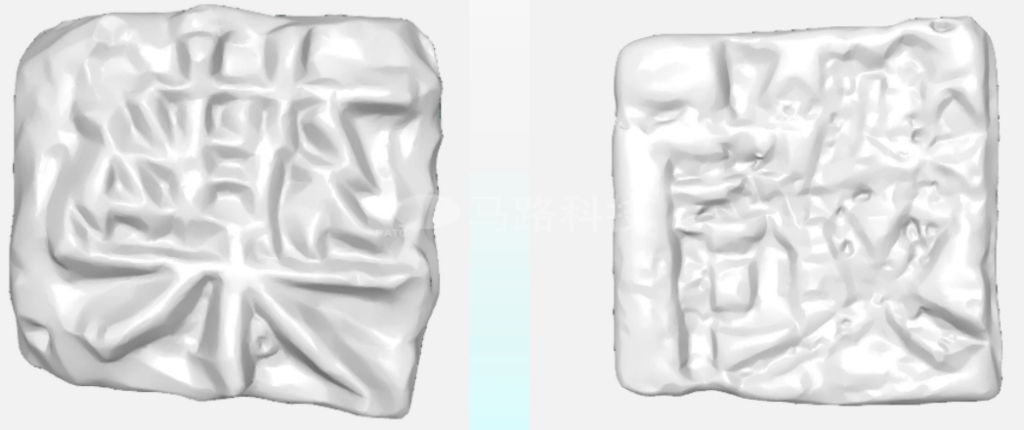
扫描的活字和字模概览
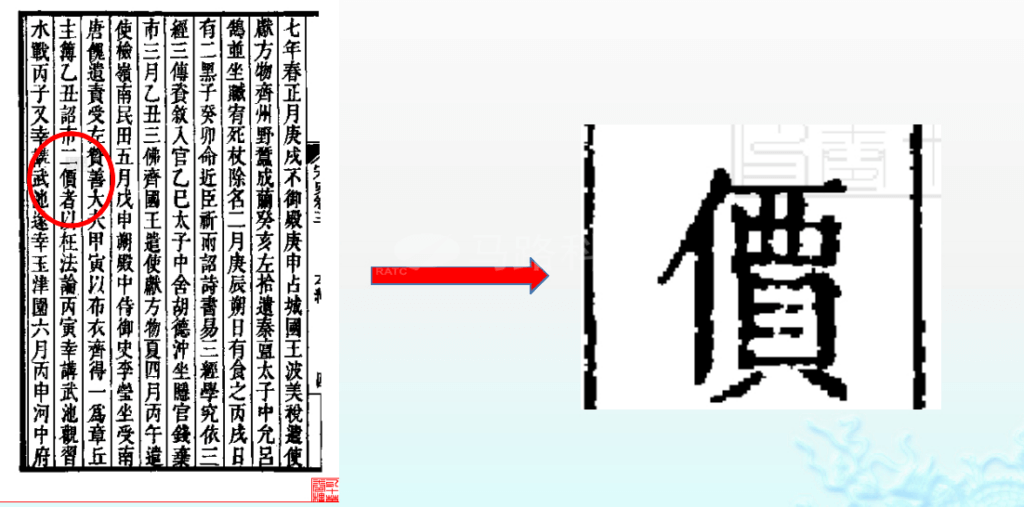
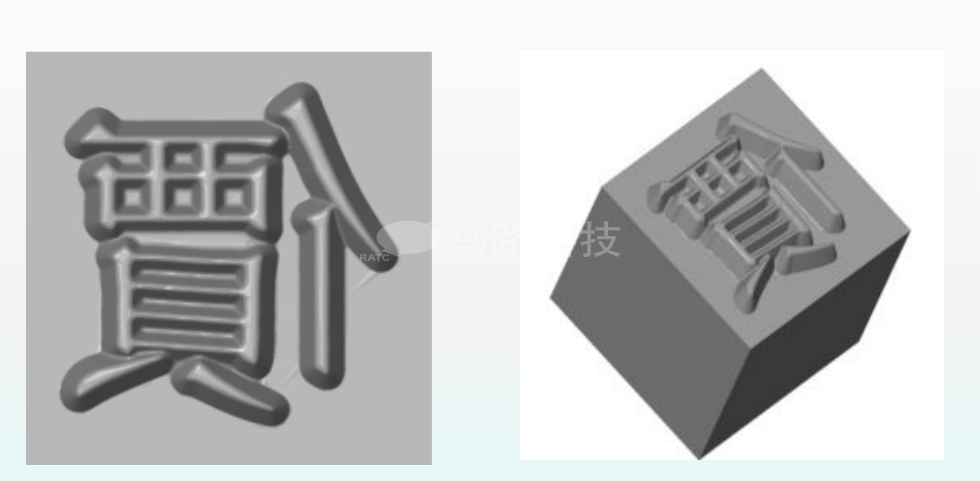
选取活字进行修复。以“價”為例(即“价”字),FreeForm工程师根据笔画痕迹修复。可以看出,活字样品笔画风格特点尚在,有的地方已经磨损。
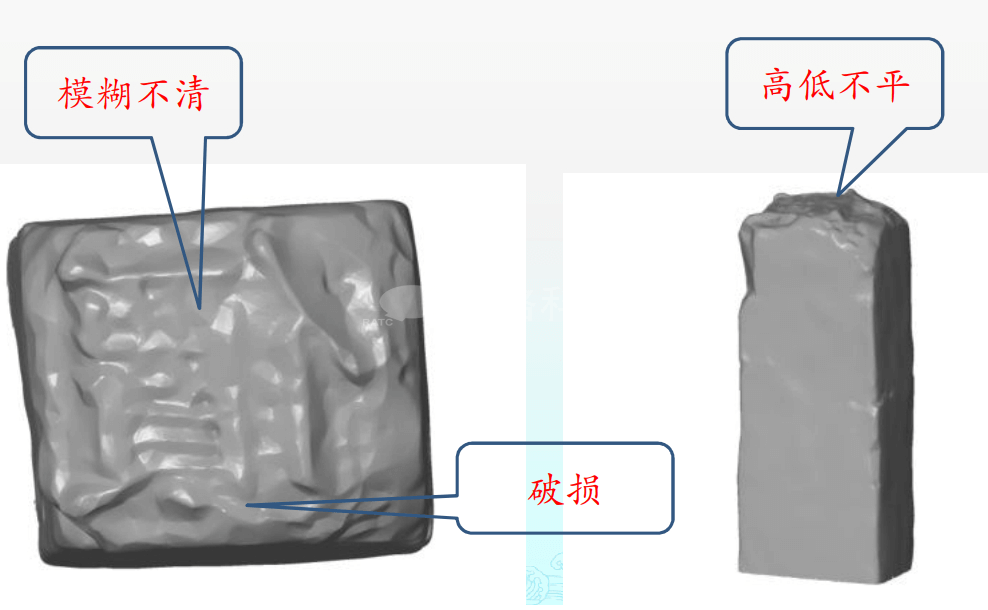
对于磨损严重的笔画,工程师参照清代印刷字体的“價”字进行修复,并保留了原始字体风格。
最终修复成功,得到活字的freeform数据。
利用GOM Inspect三维检测软件将freeform数据转化成模具数据。
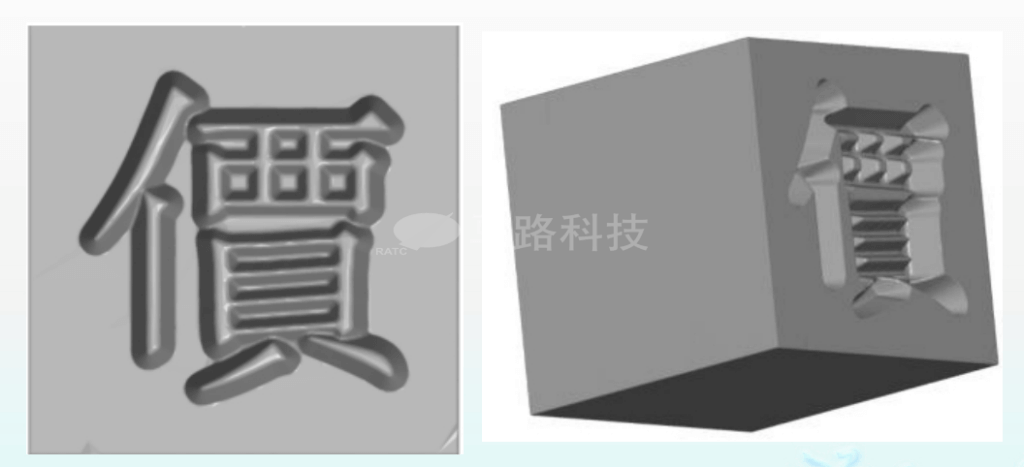
按照1:1方式3D打印出字模
三、烧制陶活字
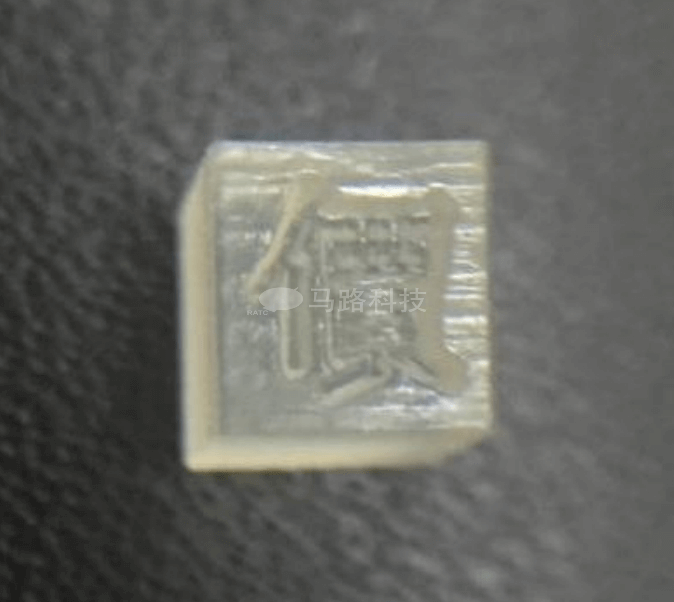
利用3D打印的字模压制活字
将压制好的活字置于阴凉处晾干
活字晾干以后,置于马弗炉中,逐步升温烧制。

经高温烧制得到陶活字。

四、陶活字的精度测量
为了研究烧制陶活字过程中产生的字体变形,将陶活字与字模对比能够直观的显示偏差。GOM Inspect三维检测软件在此方面的精度测量非常方便、精准。
工程师对烧制好的陶活字金属3D扫描
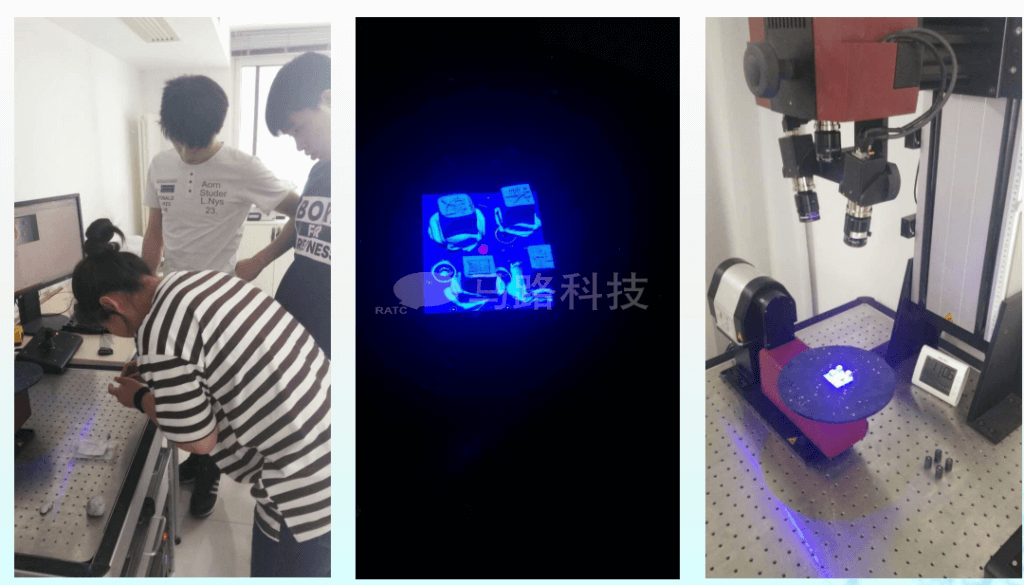
得到新烧制的陶活字数据

陶活字的精度测量,左图是扫描件,右图是CAD件。

预对齐

利用红色选定区域控制6个自由度

进行局部最佳拟合

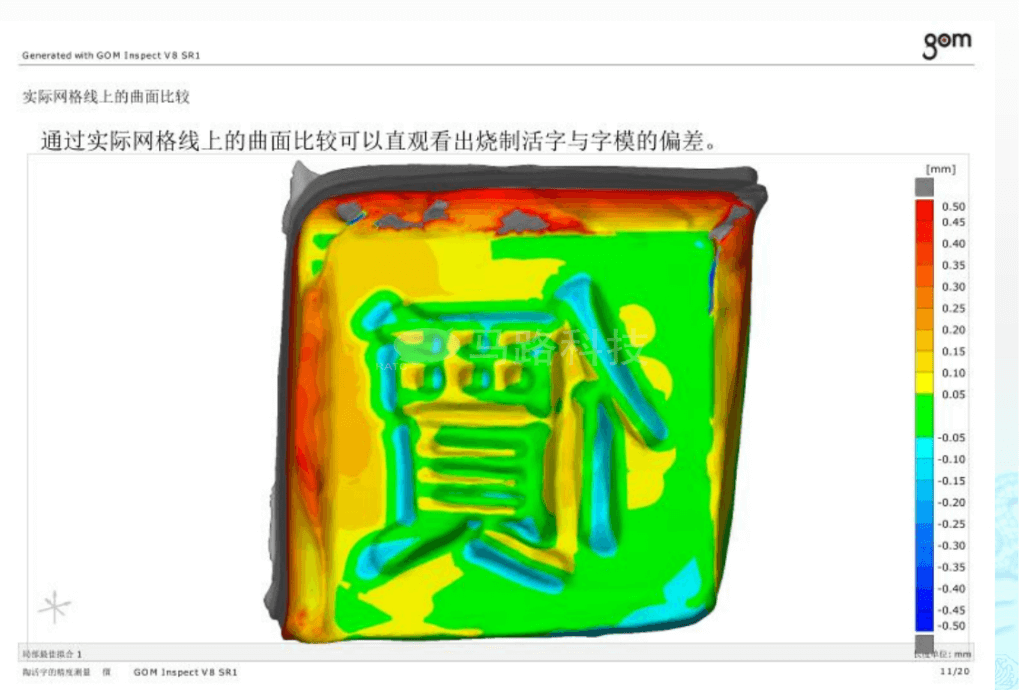
实际网格线上的曲面比较
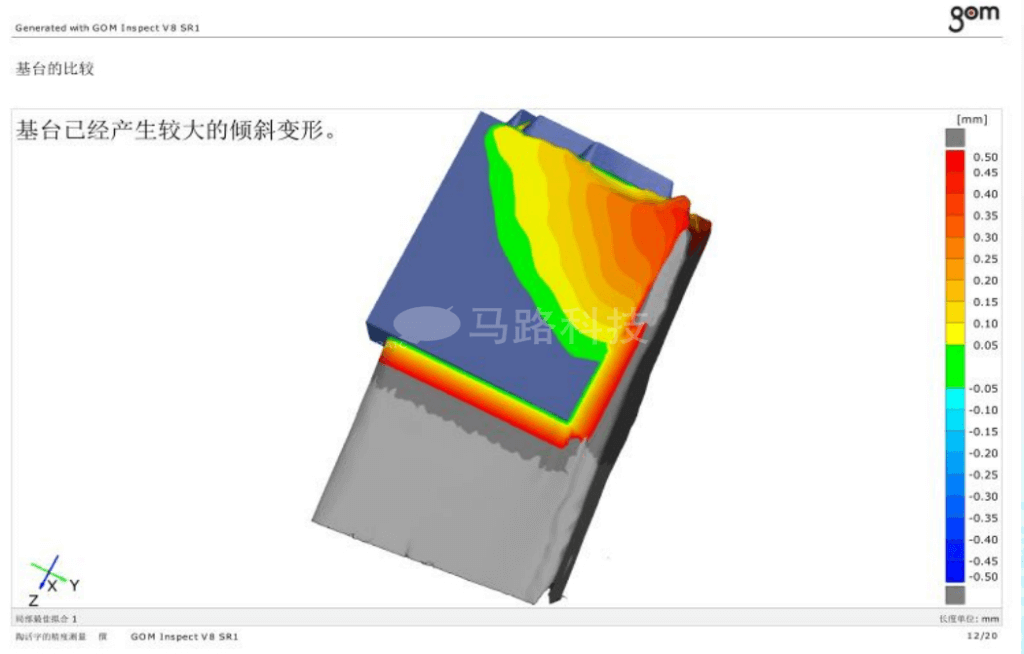
基台的比较。蓝色是字模,灰色显示陶活字已偏离字模方向,即陶活字在压制过程中已经倾斜,表明压制活字的模具和方法需要改进
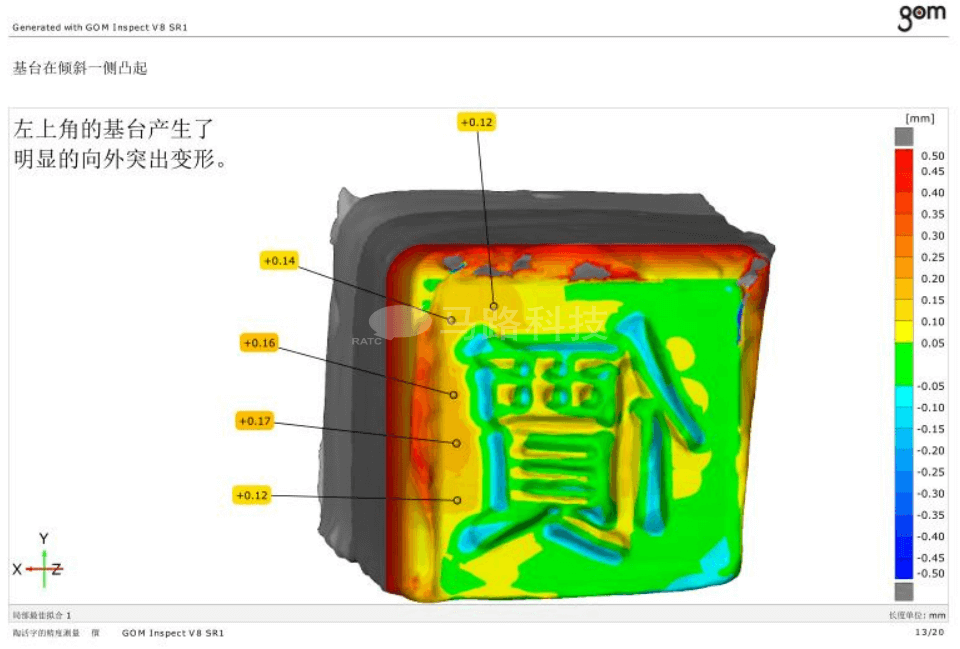
基台面左侧的隆起。
色彩图和数据显示基台面左侧隆起,应该是压制时模具闭合不严密造成。
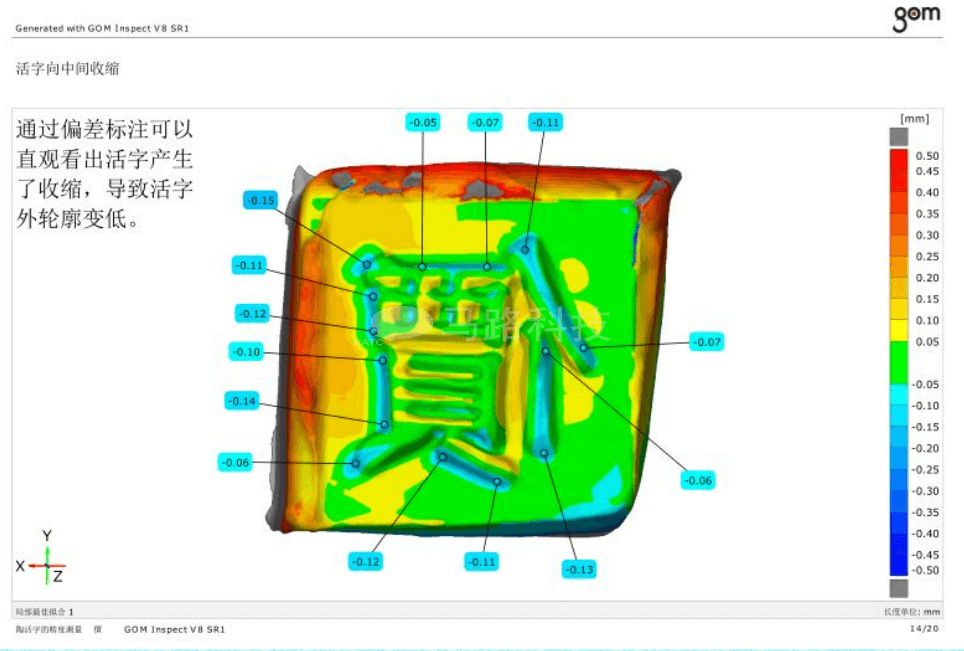
活字收缩变形。
蓝色区域显示活字向中间收缩,导致活字外轮廓边缘变低
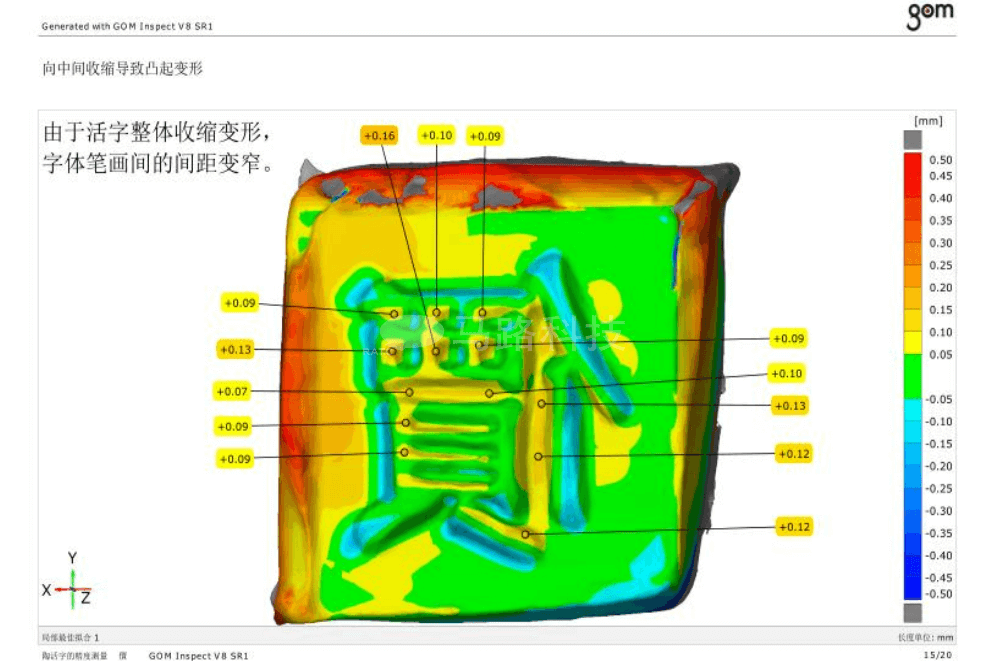
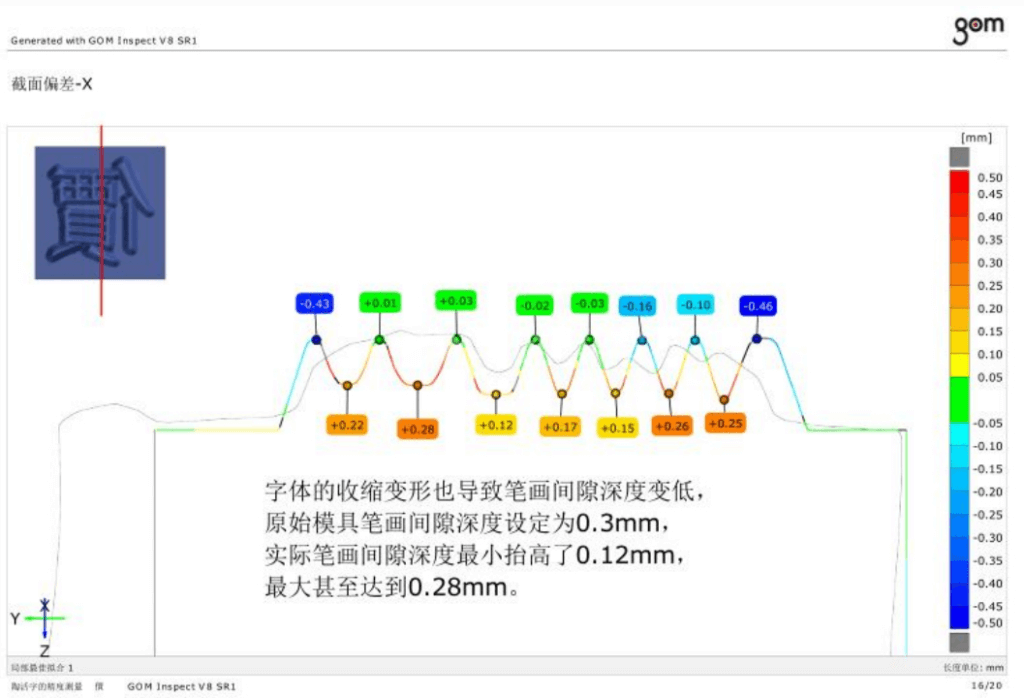
活字笔画间距变窄。
同样,由于收缩变形,活字笔画之间距离变窄
X轴截面字体高度偏差
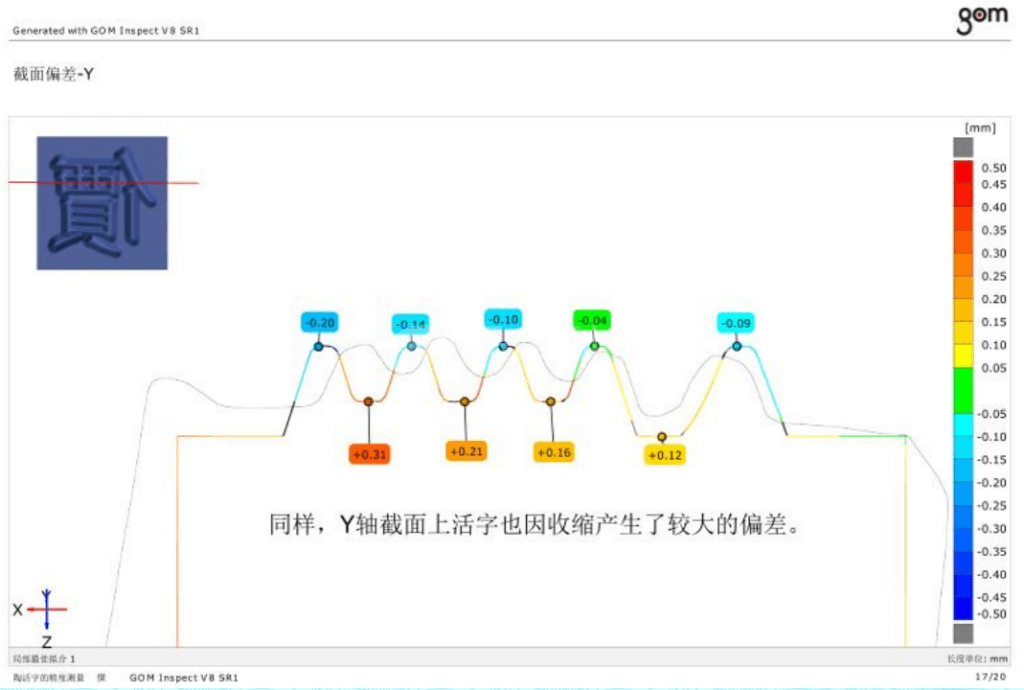
Y轴截面字体高度偏差
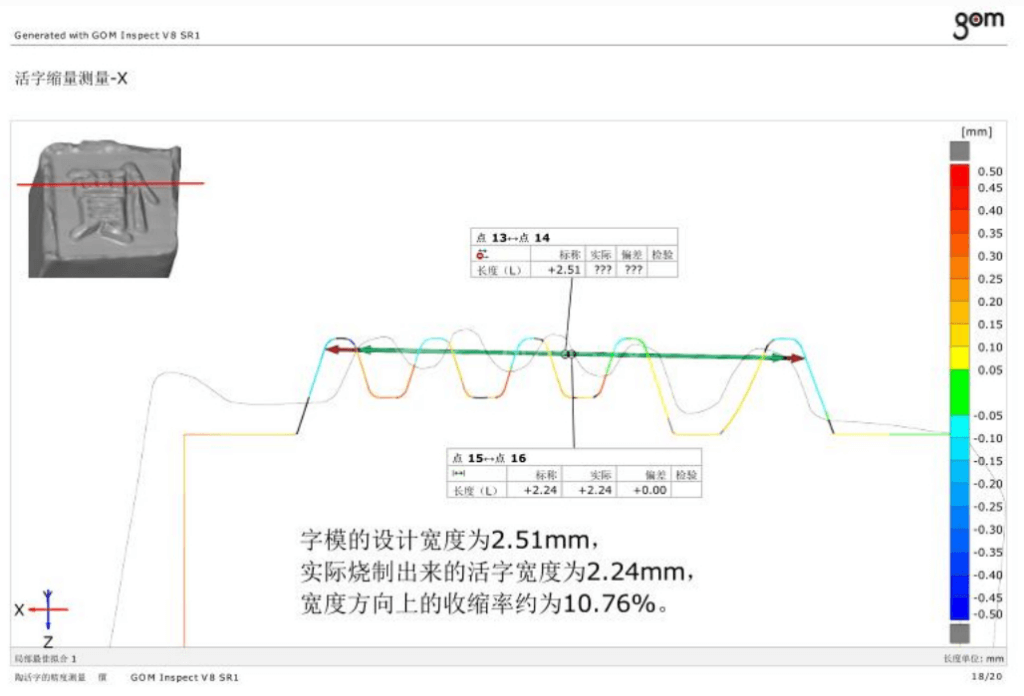
X轴方向陶活字收缩量测量
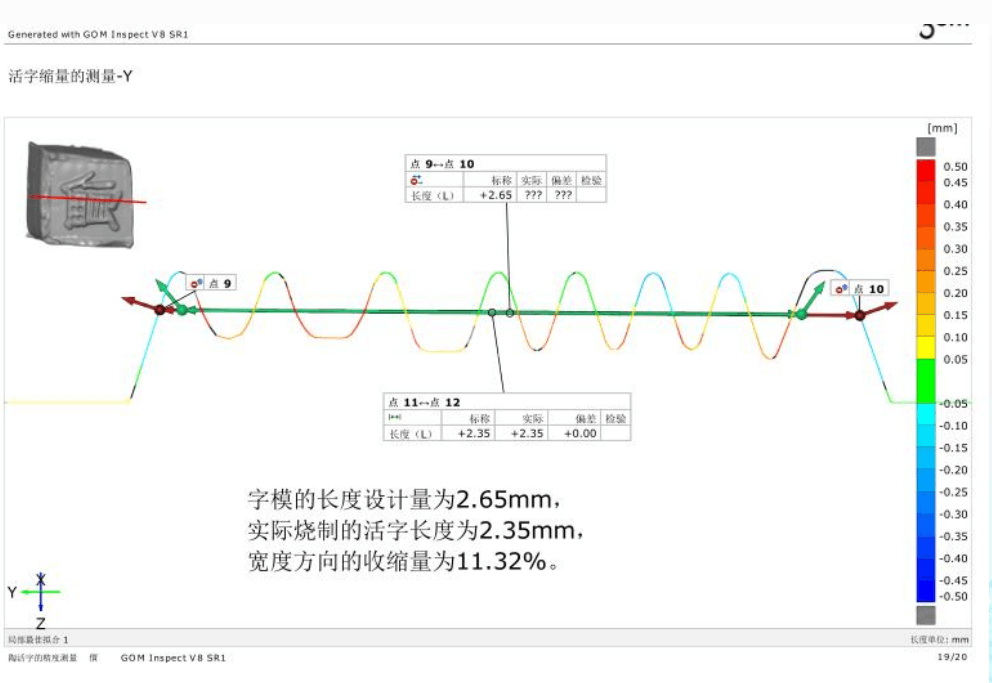
Y轴方向陶活字收缩量测量
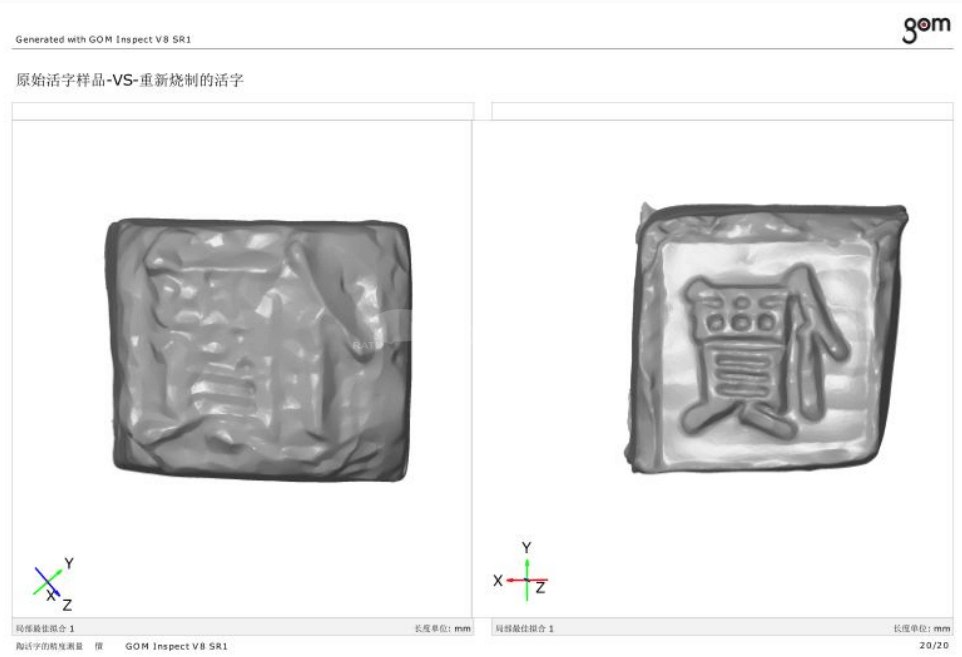
陶活字样品和重新仿制的陶活字对比。
仿制的陶活字与原活字在外貌特征上十分相像。
五、结果与讨论
1、由于压制活字时模具松动,活字基台倾斜,台面不平,烧制活字时受热收缩导致活字变形。
2、陶活字黏土为山西绛州澄泥砚研制所研制,三维扫描仪测量出的CAV测量字体收缩变形率X轴方向为10.76%,Y轴方向为11.32%。以后在制作活字时候可以把收缩率考虑到字模中,从而得到目标大小的活字。
3、陶活字烧成以后笔画间隙深度(实测<0.18mm)与预设值(0.3mm)相差较大(>40%),可能与脱模剂有关(水性或油性),需要进一步实验验证。