高精度·自动·批量·快速三维测量
为每种情况选择最合适的铸造工艺取决于:
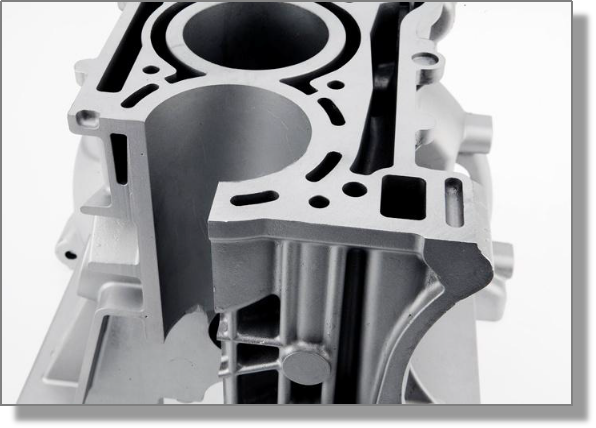
由于特定的产品要求,重力压铸专门用于柴油发动机的气缸盖和曲轴箱
铸造专家尝试改进标准重力压铸工艺:
更高的工具和机器成本
环境方面:
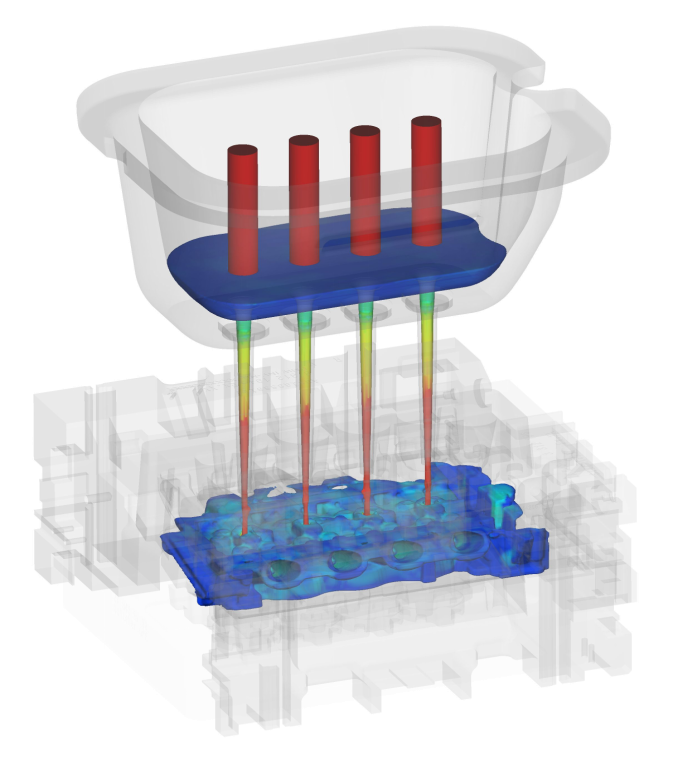
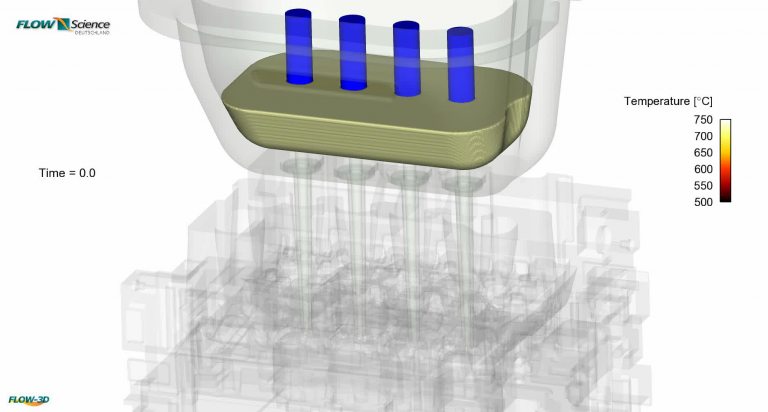
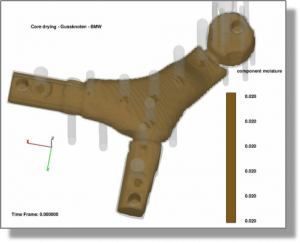
将型砂(含粘合剂)射入加热的模具中(使用射芯机)芯子用热加压空气干燥(核心首先在靠近墙壁的薄层中干燥和硬化)核心内部的水被热空气蒸发(水会在较冷的地区凝结)空气-蒸汽混合物通过排气喷嘴离开堆芯水的去除导致芯部硬化(粘合剂的化学反应)
沙子特性的测量(粘度、孔隙率、粒度……)吹制工艺(填充行为、工艺参数……)干燥过程调查(方法、设备、工艺参数……)
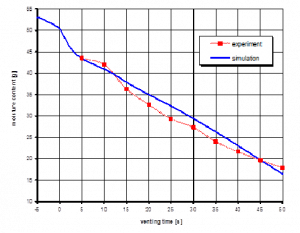
工艺研究(收缩行为,……)工艺参数的确定大量减少实验
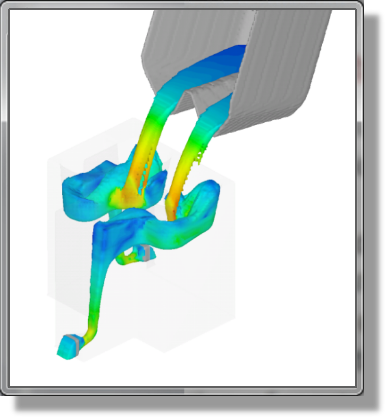
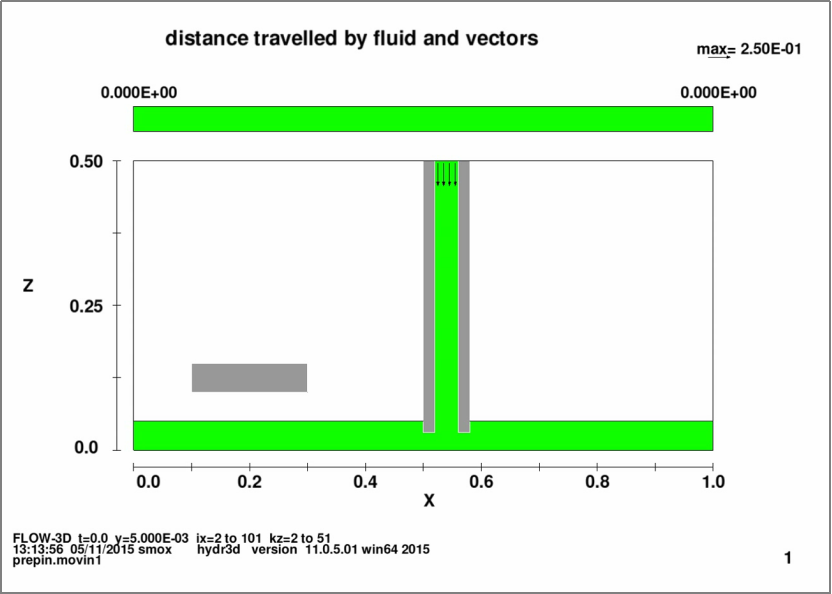
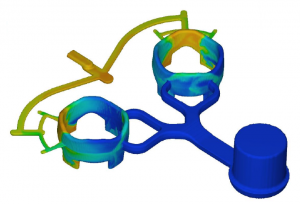
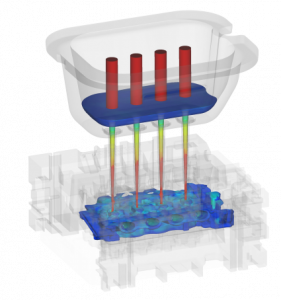
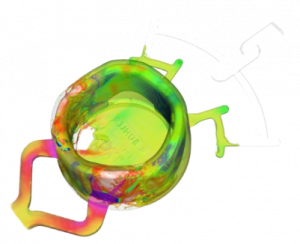
填充行为– 可能的缺陷– 浇注和通风系统的设计
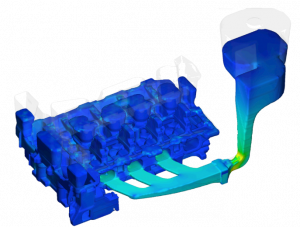
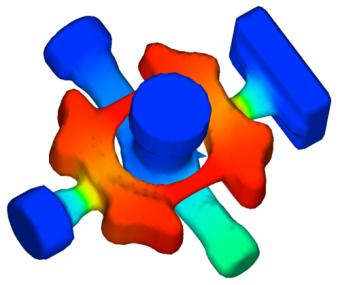
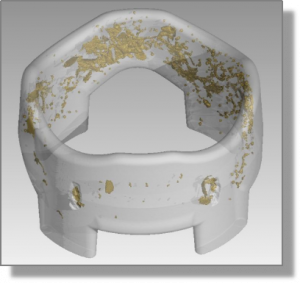
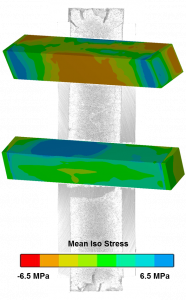
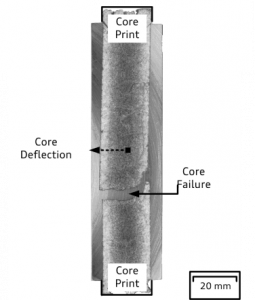
凝固收缩过程– 表层快速凝固– 密度变化大– 收缩系数取决于零件几何形状– 表面是绝缘体– 中心区凝固时间长– 收缩孔– 应力(可能的裂缝)
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *