高精度·自动·批量·快速三维测量
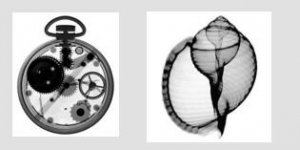
一般光学检测设备大多采用光照射物件表面,透过光线的反射原理来达到外观尺寸的量测,但许多细小或肉眼不易检视的特征,往往无法准确进行量测。而 CT 工业计算机断层检测系统,可穿透物体表面直达中心,看见内部缺陷,由外到内都一目了然,更能批次批量进行检测,大幅提高效率。
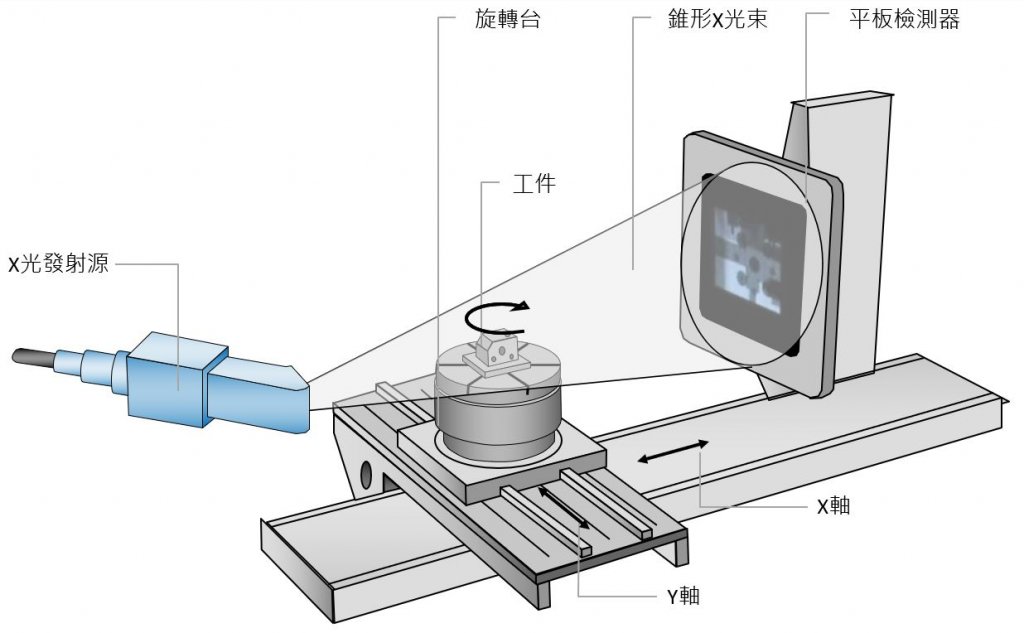
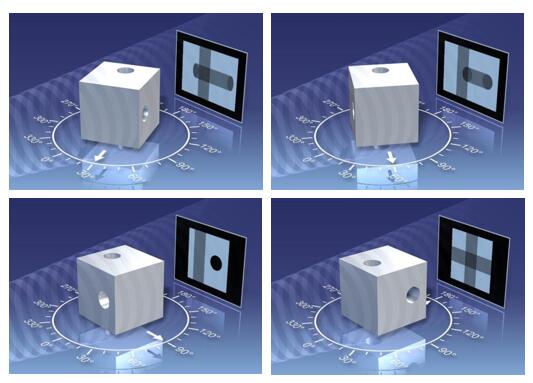
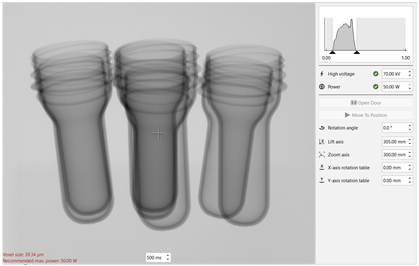
工业CT的工作原理:藉由发射器射出X-Ray射线,照射位于中间旋转台上的工件,旋转台可以进行前后、上下的移动及旋转,以藉此获取工件在不同角度位置的 2D 影像,再将获取的影像进行 3D 重建,运算成3D数位资料,就能依照需求对其做撷取及使用。
而蔡司的 METROTOM 系列就属于计量型计算机断层扫描,而有别于一般的CT系统,ZEISS METROTOM 拥有更高的精度,且根据国际规范 VDI 2630 P1.3 做可追朔的精度验证。
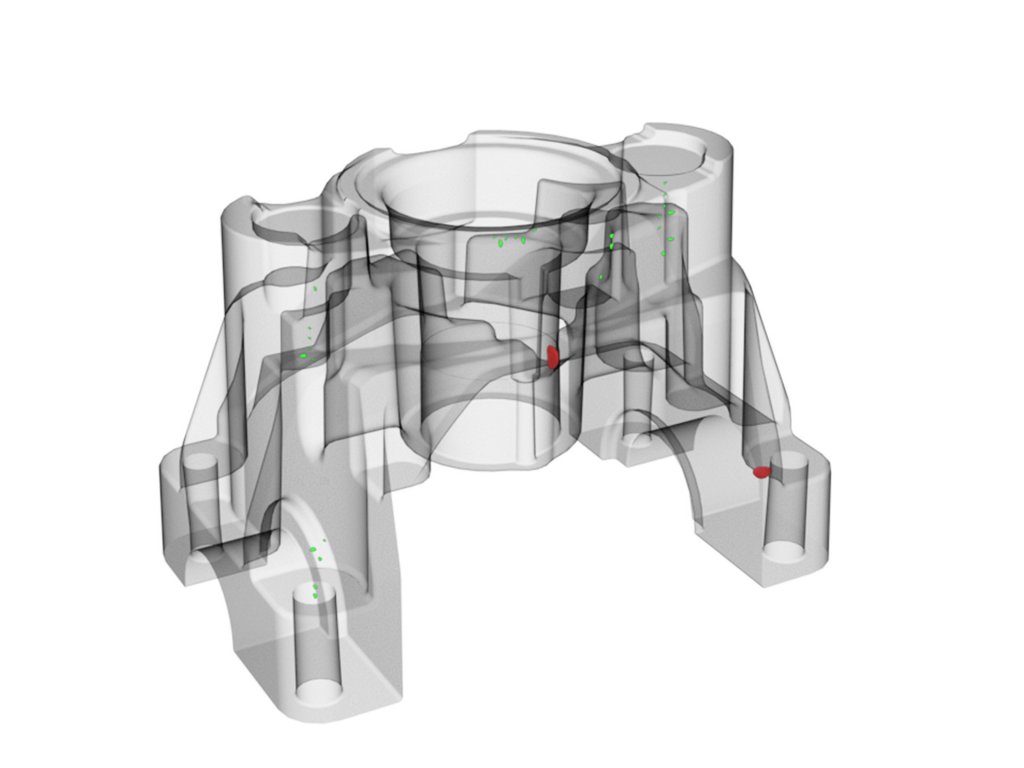
在制造铸件的过程中,气体在金属液结壳之前未及时溢出,会在铸件内生成孔洞类的缺陷。产生气孔后,将会减小其有效承载面积及金属本身的连续性,且在气孔周围会引起应力集中而降低铸件的抗冲击性和抗疲劳性,造成成品质量不良的问题。而透过蔡司工业CT计算机断层扫描,可透视工件的内部情况,其最大的优势即无损检测,表面不需经过处理、不用破坏工件即可检验。
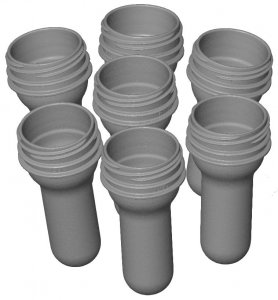
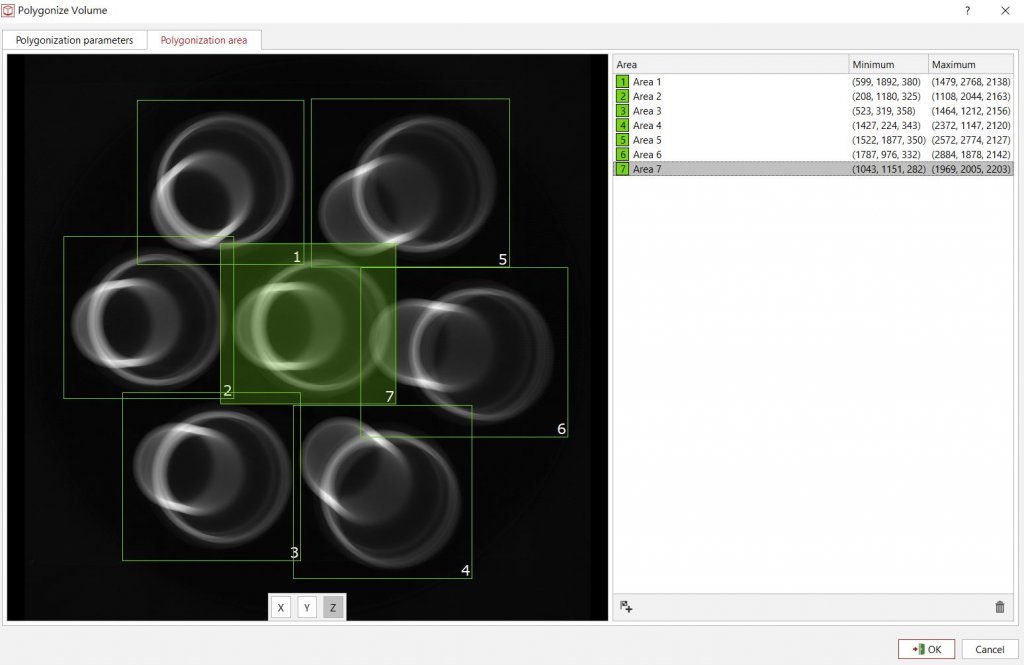
蔡司工业CT 除了用于单一物件的扫描上,在批次扫描也能有很大的成效。 与一般检测设备的不同,工业CT 仅需要利用简易治具,依照扫描物件需求进行切割,其中最容易取得的材料即为保丽龙,成本低廉且制造容易,如图所示,将工件放置于保丽龙内,即可进行扫描。
在相同条件下,扫描1件及5件的时间是一样的,扫描效率立刻提升5倍。
即使有细小特征也不必破坏工件,蔡司工业CT 都能看得到。完整且清晰的 3D 数位档案,全尺寸、型面误差,所有需求皆可透过 蔡司工业CT 获取。
使用在低密度的物件上,例如塑胶、铝件等,在相同的时间可一次量测多件,且同时输出个别报告,大幅提升检测效率。
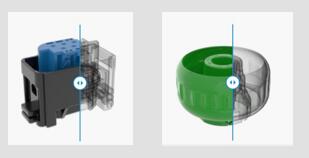
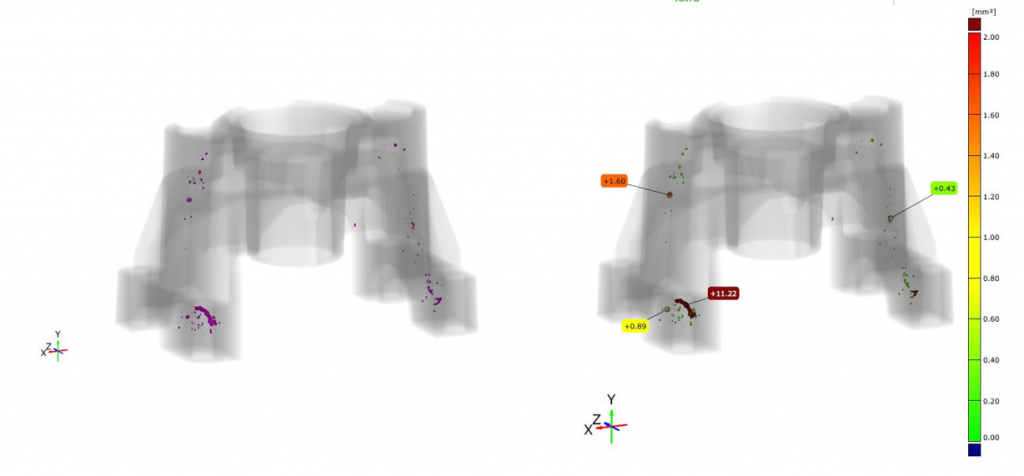
不论是铸件的孔洞亦或PCB上的细小电路,一键透视物件内部的问题所在,不论是孔洞的位置、大小、电路板的失效位置、物体表面的裂缝,再不必再耗费人力成本找寻问题。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *