

Alicona 3D光学系统 -技术应用
齿面的波纹会在汽车内部产生令人不快的噪音。使用高分辨率和基于区域的测量技术,本田成功地从侧面的粗糙度中分离和量化了波纹度。通过应用焦点变化和频率分析方法,研发团队能够识别并成功减少干扰噪声。 “我们之前使用的系统不再满足我们的要求。有了Alicona InfiniteFocus 3D光学检测,我们可以更快地进行测量并获得更多有效的信息。我们变得更有效率了!”——本田动力总成原型部门 Naoto Syukushima 说道。
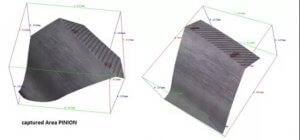
 Alicona InfiniteFocus 3D光学检测设备用于测量齿轮侧面,测量陡峭的侧面并过滤粗糙度和波纹度。
Alicona InfiniteFocus 3D光学检测设备用于测量齿轮侧面,测量陡峭的侧面并过滤粗糙度和波纹度。
优化准双曲面齿轮制造工艺
现代驾驶舒适性和汽车内部的高噪音水平是矛盾的。对于汽车行业,这意味着要避免 NVH 现象(“噪音、振动、粗糙度”)。变速箱的动力系统中可能会产生干扰性噪音。通常,它们可以追溯到齿轮齿侧面的波纹度。这就是本田使用光学 3D 测量系统来识别和测量侧面波纹度的原因,使全球汽车制造商能够优化其准双曲面齿轮的制造工艺,并随后消除不需要的齿轮噪音。 准双曲面齿轮在低噪音水平方面尤其具有挑战性,因为它们是高频的,因此往往会传递振动和声音辐射,从而导致车辆内部产生令人不快的噪音。为了找到齿轮噪音的来源,本田使用了Alicona 的高分辨率测量仪器InfiniteFocus。一套形状和粗糙度测量系统是汽车集团的理想解决方案,一方面,它可以高分辨率测量陡峭的侧面,另一方面,它允许基于密集、高分辨率和区域 3D 数据。
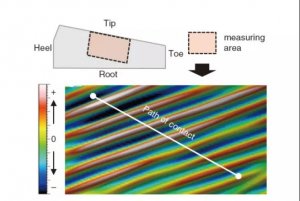
基于区域的齿轮齿面 3D 测量,表面特征映射在整个表面上。
过滤粗糙度和波纹度 测量
齿轮侧面波纹度的最大挑战之一是过滤表面的波纹度和粗糙度。对于本田来说,传统的 2D 成像技术并没有得到要求的结果。波纹通常与由铣刀等引起的刀具痕迹叠加,这使得将它们与粗糙度完全隔离是具有挑战性的。仅捕获单个轮廓线的 2D 表面轮廓方法或触觉测量系统仅部分适用于此目的。基于区域的光学 3D 测量系统 InfiniteFocus 在这里提供了更多可能性。动力总成原型设计部门的 Naoto Syukushima 解释说:“Ra 值不足以验证侧面的真实表面状态,因为它们只捕获单个轮廓线。另一方面,使用基于区域的 Sa 值,我们可以在整个表面上映射表面特征,然后使用各种过滤方法将它们与波纹完全隔离。” 该分析的结果使本田能够调整准双曲面齿轮的制造工艺,从而有助于防止准双曲面齿轮生产过程中产生负面噪音。
更快地测量陡峭的侧面
本田表示,即使在陡峭的侧面等难以接近的几何形状下,高分辨率和可重复的测量也是 InfiniteFocus 与其他计量供应商区别开来的另一个基准。这就是 Naoto Syukushima 关于对新测量系统的最初需求所说的:“与 Bruker Alicona 的合作始于我们正在寻找一种也可以测量陡坡的测量设备。” 他继续说道:“我们之前使用的系统不再满足我们的要求。使用 InfiniteFocus,我们可以更快地进行测量并获得更有意义的信息。我们变得更有效率了!” 据本田称,同时提高了3D 测量系统的高度用户友好性,3D 颜色信息可以快速轻松地识别磨损,以及对具有不同表面光洁度的侧面的高测量性能。后者是由于磨损或磨损的不同阶段以及齿面的相关不同反射特性。Syukushima 提到了另一个好处:“我们的组件通常尺寸为 250 毫米 x 250 毫米。我们测试过的其他测量系统无法用于这个测量体积。” 通过使用密集和区域 3D 数据,可以量化波纹度。此外,正如本田所做的那样,可以应用频率分析方法。
对于本田来说,InfiniteFocus 提供了另一个决定性因素来成功实现波纹度分析的应用。“我们可以导出 3D数据,然后应用我们自己的分析程序。在我们的例子中,这些是频率分析方法,”Syukushima 解释说。因此,本田在齿轮侧面波纹度的量化方面设立了新标准。他们的工艺专利证明了该领域的主要影响和领导地位。
InfiniteFocusG5 plus 3D自动变焦技术
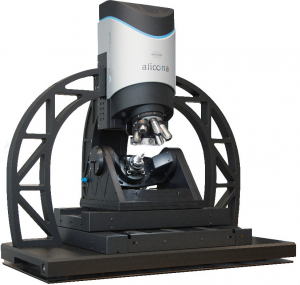
Alicona InfiniteFocus 是一种高度准确、快速且灵活的光学 3D 测量系统。用户只需使用一个传感器即可验证尺寸精度并测量其部件的表面粗糙度。基于焦点变化技术,可测量表面的范围几乎是无限的。通过垂直焦点探测,它是焦点变化垂直表面的扩展,也可以横向探测。组件以高精度、高垂直分辨率和高重复性进行可追溯测量。Focus-Variation 的稳健测量原理与隔振硬件相结合,可以对大型和重型部件进行形状和粗糙度测量。Alicona InfiniteFocus 光学 3D 测量系统的所有轴都配备了高精度编码器,可确保精确的载物台运动。