高精度·自动·批量·快速三维测量
为了保证电机在运行过程中,转矩的变化不破坏定子和壳体的连接,现在主流的设计是定子和壳体采用过盈配合的方式。在此制造工艺过程中,过盈配合对扁线绕组、定子和壳体表面尺寸提出了更高的精度要求。
为了 获取更精确的全域数据,以获得超出图纸要求的产品完整信息,并且可以实现数字化装配,蔡司推出了能够高效获取数据的ATOS三维光学测量系统,这点对于从研发到品控具有更深层的意义。
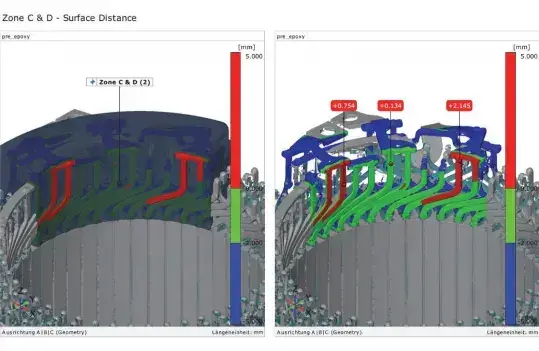
并且在尺寸测量领域,全域数据在进行形位公差测量的同时,还可以针对被测工件与其CAD 3D模型进行曲面比较。使用后可以通过色差图非常直观地获取产品表面误差信息。
在生产过程中,采用过盈配合工艺,全域数据可以用于过程中的失效分析。通过采集装配失效工件的全域数据,使用软件进行虚拟交叉装配,并模拟应力。这也是当前电驱企业开发和质量控制数字化转型的重点发展方向。
在扁线电机定子的制造环节中,需要在定子端部把一根根的Pin线焊接起来。焊接都是基于高温熔化的方式,如果工艺参数选择不当,会损伤扁线焊点周围的漆膜,从而导致绝缘漆膜可靠性下降。因此在焊接完成后,需要通过严格的检测来确认扁线焊接的质量。
扁线电机的焊点数量多,要实现稳定检查存在一定的难度。以8层Hairpin定子为例,48个槽,平均每个槽4个焊点,那总共就有192个焊点。如果想要一次性完成检测,设备中负责检测的相机视野范围就要足够大,对光源打光要求也极高。
机器视觉可以对焊接部分进行表面检测,但在焊接缺陷检测上却力有未逮。在焊接过程中,未剥离干净的Pin线绝缘漆或不良的焊接,会导致焊缝的孔隙,进而导致电机性能损失,甚至是完全损坏。所以还需要一种无接触式的非破坏性的数字化检测手段,来实现对焊缝缺陷的检测。
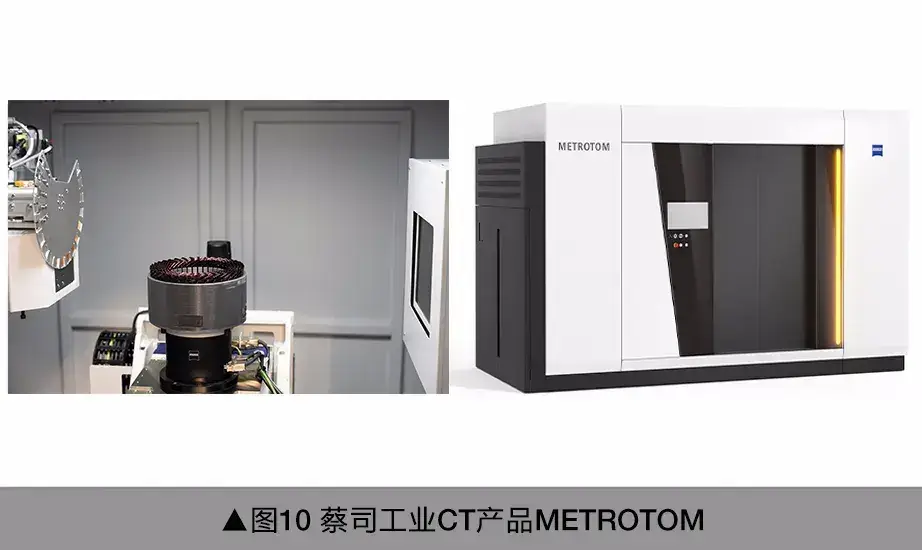
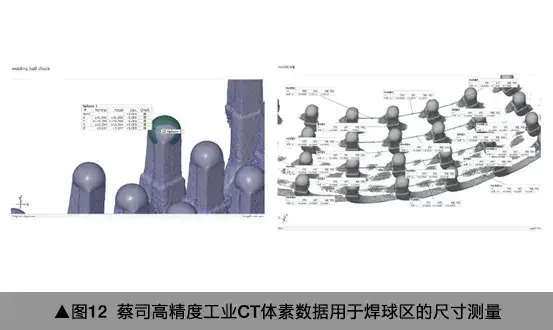
为了破解这个难题,蔡司开始将工业CT应用于扁线绕组焊接缺陷检测。主要是针对扁线的焊球缺陷和绝缘涂覆层的厚度进行无损检测,同时还有针对焊球之间的间距,焊球相对电机主基准系的位置度及焊球是否偏离中心点等。
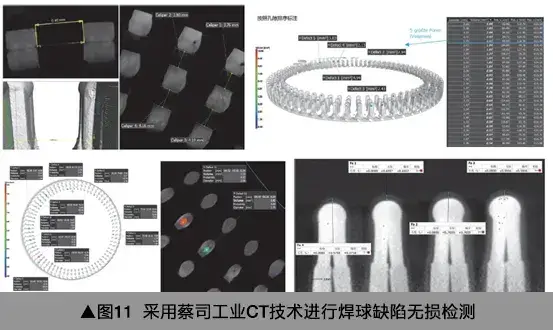
这里蔡司引入了“全域体素数据”的检测理念,让用户可以首先获得ROI的内构数据,然后同时用于缺陷和尺寸的质量控制。
蔡司工业CT产品METROTOM不仅可以实现对Pin线焊缝的内部孔隙的检测和定位,还能在非破坏性的质量检测过程中,将有缺陷的定子隔离出来。
由于蔡司CT的无损检测和全域数据的技术加持,电机用户就可以非常容易的对比不同工艺参数对电机质量的影响。对绕组的检测结论也更为一目了然。通过这些检测后的数据得到工艺参数调整的最优解,同时也可以对产线上的产品做无损的全域检测。
扁线电机以其高效率、高功率密度等特点,在新能源驱动电机中逐渐成为主流技术。
扁线电机的Pin线绝缘、形位公差检测和焊点质量检测在扁线电机生产工艺中占有非常重要的位置。需要更为先进的非接触式和数字化手段来保证扁线电机的质量。
应用先进的检测设备,可有效协助企业进行扁线定子的全方位质量管控,从而促进电机开发和质量管控的数字化进程,建立起质量的“护城河”。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *