高精度·自动·批量·快速三维测量
百立通(Briggs & Stratton),世界上最大的小型风冷四冲程汽油机的生产厂家。百立通产品在全球七大洲102个国家销售动力设备。目前汽油机产量超过1000万台,从3.5HP~25HP。 年销售额超过15亿美元,是500强之一。公司在全球有600个配套工厂使用B&S的发动机,同时在全球有超过32,000个维修服务经销商对B&S的发动机提供完善的售后服务。
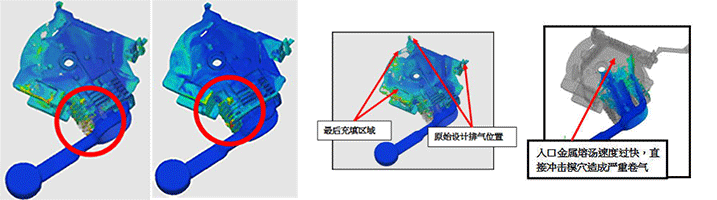
成形合金材料: A383模具材料: H13充填时间: 78 ms柱塞头直径: 3.0”有效料管长度: 21”柱塞速度(慢速段): 0.42 m/s临界速度: 0.45 m/s柱塞速度(快速段): 3.05 m/s浇口面积: 0.44 in2 (284 mm2)浇口厚度: 2.3 mm浇口速度: 161 ft/s (49 m/s)浇口压力(计算而得): 1561 psi排气区域 – 计算尺寸/实际尺寸:0.09 in2 / 0.23 in2锁模力大小:10513 psi / 684 tons (w/slides)
1. 紊流黏度设定2. 热传设定3. 卷气设定4. 表面缺陷追踪(氧化膜)
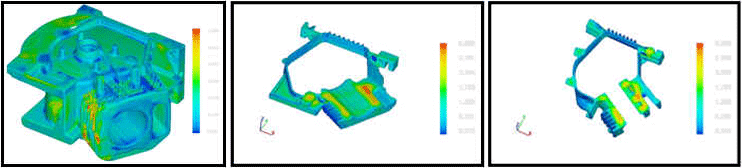
问题确认:利用表面缺陷追踪功能,发现几个重要部位(凸台及翅片)会发生严重的氧化膜堆积现象 (红色为氧化膜集中区域)
1. 十次循环2. 从模具填满开始计算3. 假设离型剂能够均匀的涂布于模穴上
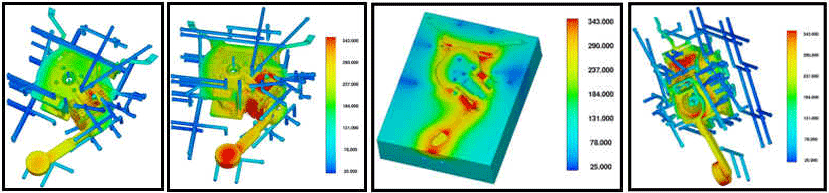
问题确认:1. 模具热点造成冷热不均(红色区域表示模具热点, 该区域需要加强冷却)2. 模具温差相当大3. 翅片位置发生严重的积热现象
1. 充型结束后之温度场资料转入2. 热传计算3. 缩孔/缩松/微缩孔计算
问题确认:1. 红色区域代表固化率最高的区域2. 以固化时间检视,以剖面检视产品中心。超过三秒的区域发生缩孔的现象较高。
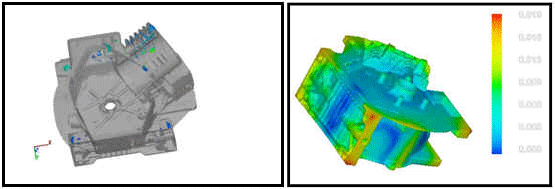
1. 热应力计算2. 变形量计算问题确认:红色框线区域表示该位置变形量可达 0.19mm (450度 降低至 300度)
1. 调整浇口尺寸设计,以降低进料速度,避免在翅片位置发生严重的卷气2. 在最后充型位置增加排气设计3. 在模具热点位置增加冷却管路,或者是调整冷却管路的配置方式4. 在微缩孔严重聚集位置减少产品肉厚,或者是进行产品外型的修改
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *