增材制造的产业化仍在继续。 以前,增材制造主要用于小规模的原型设计,而如今,许多行业越来越多地使用增材技术来优化工艺和配置产品。 使用 3D 打印高效生产注塑模具以及在压铸中使用增材制造通常涉及具有复杂几何形状的组件。 GOM 的非刚性 3D 测量系统保证了质量控制中的过程可靠性——从材料验证到 3D 扫描和使用综合 GOM 检测软件进行的最终评估。
确定材料特性
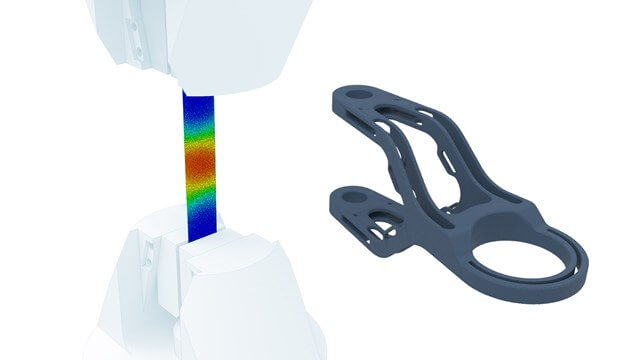
ARAMIS 系统有助于确定材料建模的材料属性。 通过使用光学 3D 测量技术,您可以在变形测试中定义经典和复杂的材料属性,例如晶格参数和支撑结构。
ARAMIS 系统可帮助您有效地识别相关材料特性:工程师获得有关这些测试中在材料样品的整个表面积上产生的变形的光学和 3D 信息。 这使工程师能够识别重要的材料特性,例如杨氏模量、Rp02 屈服强度、稳定性、各向异性和非线性。 工程师还可以使用该系统来评估支撑结构的杆和节点上的应变场和应变分布。 这反过来又使他们能够确定对 3D 打印零件很重要的晶格参数。
具有此信息的材料卡为模拟计算提供更可靠的输入参数。 这可确保:
模拟提供真实的结果,
零件是根据其特性设计的,
设计确保必要的零件安全。
结论:这个过程大大缩短了开发时间和测试运行。
好处
高效生产 准确的材料卡
更好地理解从测试中获得的特性和曲线, 得益于全场测量结果
逼真的模拟结果, 得益于可靠的输入参数
均质替代材料的识别 基于晶格结构的简单、快速和信息丰富的模拟
精确的材料模型 用于复杂的模拟
减少 开发时间和测试运行
测量零件变形
GOM 的 ATOS 系统可以在工艺步骤之间对 3D 打印零件进行详细数字化,从而准确测量工艺过程中由于热处理和从构建板上移除零件而发生的变形。
挑战
3D 打印部件经过多次热处理。 这些包括回火和 HIPing。 热处理降低了零件的应力,增加了它的密度,并有助于实现最终的形状和表面。 这些类型的热处理,以及增材制造过程中的其他步骤,例如从构建板上移除零件,都会对零件的尺寸产生影响。 如果最终零件的尺寸偏差不在所需的公差范围内,那么找出偏差发生在工艺过程中的确切位置是一项挑战。 为了定位问题,必须在各个过程步骤中分析偏差。