高精度·自动·批量·快速三维测量
在宝马里根斯堡工厂,汽车结构制造是必需的生产步骤,由冲焊车间到总装整个完整生产网。在装配中,到最后一节生产过程中,成车是从约20,000组件在大约100个工作步骤完成组立。这规格化类型汽车生产需要专业制造业的管控和最先进的最新物流组装控制系统组成。
该各个部分不仅要提供“及时”,但也需“整列“,在对应于该车辆的装配生产在线。在3系敞篷和Z4敞篷跑车车顶组装的情况下,模块组装是一个特别敏感的任务。需具备高技术人工,过程和所使用的辅助 设备。及是采用移动式光学量测TRITOP CMM系统用于检验安装硬顶敞篷模块组配,组配密合度上的质量和统一的差距。
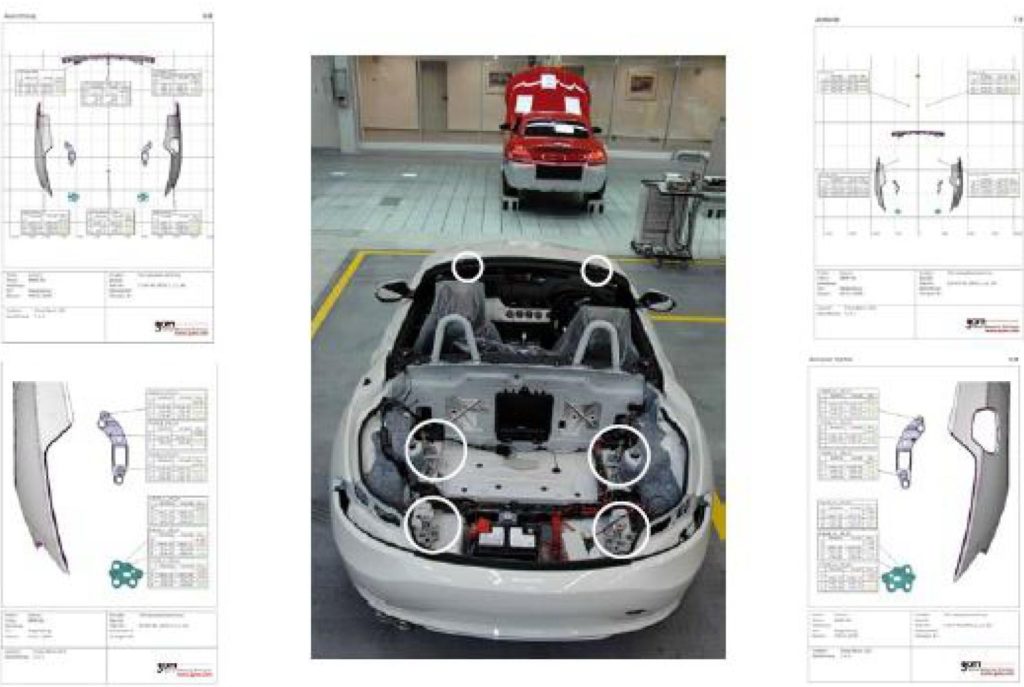
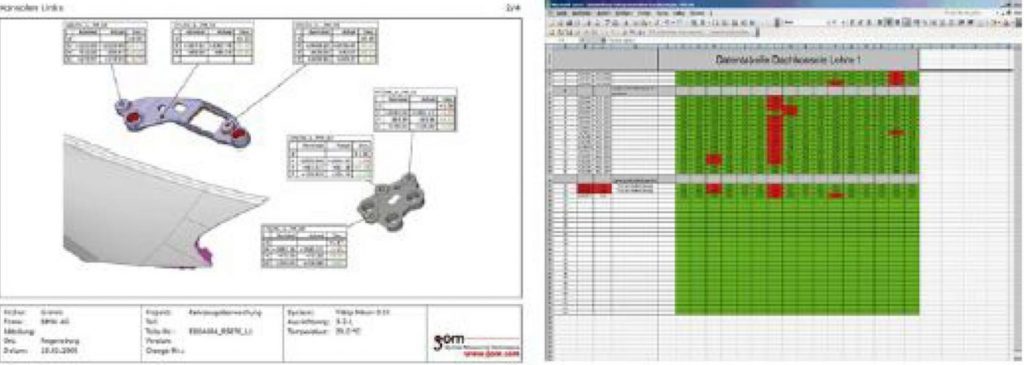
为了适应硬顶模块不变形,装配支架必须精确定位。唯一方式就是要确保正确的啮合,车顶外壳与挡风玻璃面板和密封件的精确配合,以保持长久使用功能,精确的 装配还可以防止硬顶压缩打开和关闭时,产生麻烦的噪音。均匀的间隙和齐平相对于彼此密封件也必须达成。基于此原因,操作工安装过程中连接六个支架(三个在 右边,三个在左侧),以利用一个顶篷夹具(图1)的身体,0.7 mm的最大承受极限是可被容许的。销,螺纹和孔的连续位置控制容许公差内是必要的,以保证稳定的质量在各自的装配流程上,特别重要的是要在装配干涉上要需 被快速找出问题点。
TRITOP CMM:光学三维坐标测量系统
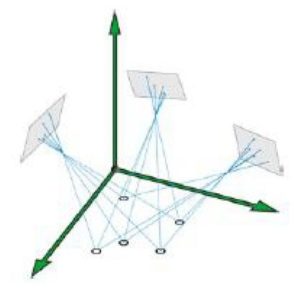
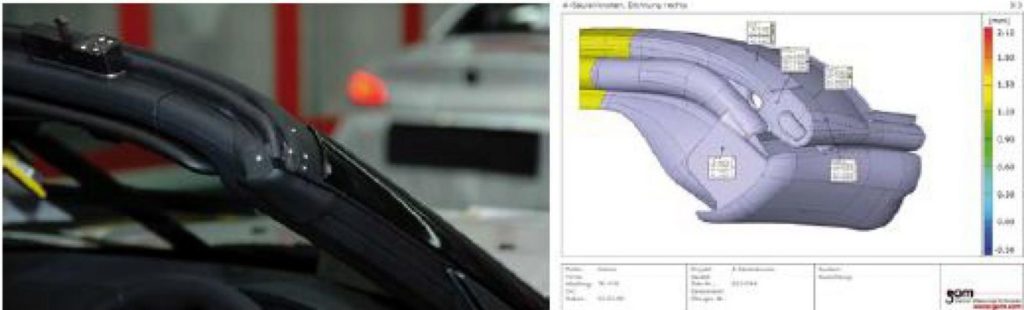
TRITOP CMM是一个可移动确的光学测量系统,(图2)是各个点的三维坐标。需被检查的区域自粘或磁性卷标点在测量过程中(图3)。也可采适配器,以适应各种检测特征,搭配测量的功能,如孔,螺纹,球和边界线(图3)来得检测数据。
操作方是利用摄影相机从不同的视角拍摄,将定位点数据化出三维坐标位置并利用比例尺来确保测量物的精度,在作业上也仅需准备相机笔记本计算机和比例尺的情况下就可以轻易地一人作业,也不需添加额外电源供应,这也是后续所评估设备的重点之一。
投入TRITOP CMM三维测量系统后,由操作人员进行了BMW典型的进货检验和试用测试。MCS(机器能力研究)始终给了优异的成绩相较于其他设备,不管是可重复性和重现性 精度 “它很快就清楚告诉我们结果”,基于双比例尺来确保检测过程中精度外,也审查了许多检验项目,在现场操作过的人员说 “该系统很容易使用,并且可以迅速地被检验出每一个检查项目,且适应环境条件。我们现在有这样的测量系统,这使我们能够直接在装配生产在线测量,使我们不 再依赖于僵化的接触式测量设备。在过去,我们不得不设定测量站,因从总装车体到测量室,需要耗时规划和后勤程序,过去每日我们仅能检查一辆车,目前能达到 平均多达5辆的一个班次进行检查,TRITOP CMM系统并能轻易一人方式作业。(图6,7)
从车辆出生产线,并再次回去,每个测量过程大约45分钟,任何数量的特征检测也没有显著增加被测时间。
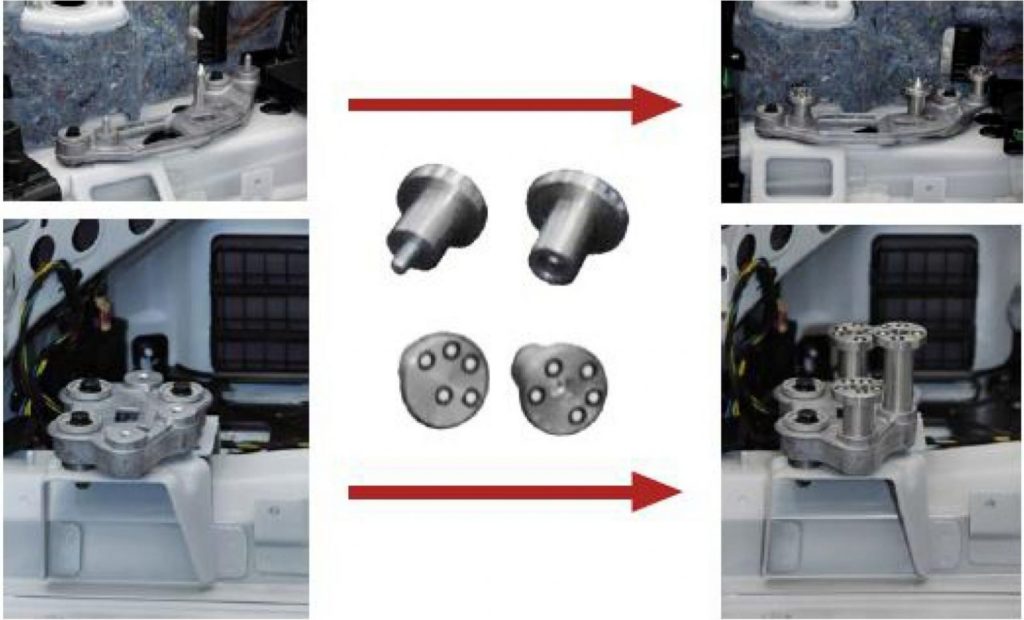
定位销,外螺纹和装配支架的内部螺纹在宝马3系敞篷和宝马Z4都配备了适当的标记适配器用于进行测量(图8)。利用适配器上的参考点进行校准,固定于支架表面,藉此得取检测特征上的位置。
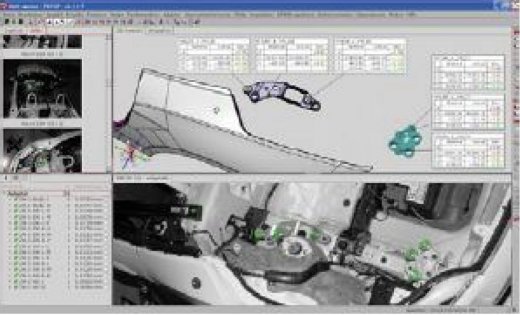
编码定位十字架和两个比例尺也放置在测量现场,并拍摄不同的视角(图9)。影像会自动传输到笔记本计算机进行测定。所有的图像上支架三维坐标位置成点群后,其运算不到一分钟即可转换数据出来。(图10)
偏差会立即直接被检测出结果在组配产在线,其分析速度快,快速提供必要的纠正措施。
TRITOP CMM系统使我们能够定期检查装配支架时所规定的公差范围的误差数据,另一方面,快速且客观反应,“这测量方式使我们能够持续监控和夹具它们的校准稳定 性,并提早得以纠正问题来快速配合更多的支架在固定到车辆前。此测量系统使我们有机会来分析拟合的问题,这使我们能够优化装配流程,并提供有效的再培训我 们的工作人员。例如装配夹具的不完全能装配螺钉锁定时时,采以此法可快速补救问题。(图11)
易于使用的TRITOP CMM系统无高技术人员及可进行检测,由于这些操作人员是非常熟悉在线产线流程,他们可以很快就把显著移动测量技术应用到实务中,而最初仅在支架适配器进 行测量,位置和尺寸的A柱节点的橡胶密封条上,现在也可采简单测定标记物的方式验证(图12)。容易测量车顶壳体之间的密封的配合和挡风玻璃板关系,因此 也可以作为检验标准的一部分过程,寻求出有问题的供货商零件部分,如不准确地制造支架或车顶模块之间本身不一致,就可使用光学测量方式被检查出来,不同且 优于接触式测量技术。
3D量测部门
公司名称 *
姓名 *
信箱 *
连络电话 *